Information injection-pump assembly
BOSCH
9 400 619 675
9400619675
ZEXEL
108922-3011
1089223011
HINO
220008901A
220008901a
Rating:
Service parts 108922-3011 INJECTION-PUMP ASSEMBLY:
1.
_
5.
AUTOM. ADVANCE MECHANIS
9.
_
11.
Nozzle and Holder
23600-2750A
12.
Open Pre:MPa(Kqf/cm2)
14.7{150}/21.6{220}
14.
NOZZLE
Include in #1:
108922-3011
as INJECTION-PUMP ASSEMBLY
Cross reference number
BOSCH
9 400 619 675
9400619675
ZEXEL
108922-3011
1089223011
HINO
220008901A
220008901a
Zexel num
Bosch num
Firm num
Name
Calibration Data:
Adjustment conditions
Test oil
1404 Test oil ISO4113 or {SAEJ967d}
1404 Test oil ISO4113 or {SAEJ967d}
Test oil temperature
degC
40
40
45
Nozzle and nozzle holder
105780-8250
Bosch type code
1 688 901 101
Nozzle
105780-0120
Bosch type code
1 688 901 990
Nozzle holder
105780-2190
Opening pressure
MPa
20.7
Opening pressure
kgf/cm2
211
Injection pipe
Outer diameter - inner diameter - length (mm) mm 8-3-600
Outer diameter - inner diameter - length (mm) mm 8-3-600
Overflow valve
134424-4120
Overflow valve opening pressure
kPa
255
221
289
Overflow valve opening pressure
kgf/cm2
2.6
2.25
2.95
Tester oil delivery pressure
kPa
255
255
255
Tester oil delivery pressure
kgf/cm2
2.6
2.6
2.6
PS/ACT control unit part no.
407980-2
24*
Digi switch no.
52
Direction of rotation (viewed from drive side)
Right R
Right R
Injection timing adjustment
Direction of rotation (viewed from drive side)
Right R
Right R
Injection order
1-10-9-4
-3-6-5-8
-7-2
Pre-stroke
mm
7.2
7.17
7.23
Beginning of injection position
Governor side NO.1
Governor side NO.1
Difference between angles 1
Cal 1-10 deg. 27 26.75 27.25
Cal 1-10 deg. 27 26.75 27.25
Difference between angles 2
Cal 1-9 deg. 72 71.75 72.25
Cal 1-9 deg. 72 71.75 72.25
Difference between angles 3
Cal 1-4 deg. 99 98.75 99.25
Cal 1-4 deg. 99 98.75 99.25
Difference between angles 4
Cal 1-3 deg. 144 143.75 144.25
Cal 1-3 deg. 144 143.75 144.25
Difference between angles 5
Cal 1-6 deg. 171 170.75 171.25
Cal 1-6 deg. 171 170.75 171.25
Difference between angles 6
Cal 1-5 deg. 216 215.75 216.25
Cal 1-5 deg. 216 215.75 216.25
Difference between angles 7
Cal 1-8 deg. 243 242.75 243.25
Cal 1-8 deg. 243 242.75 243.25
Difference between angles 8
Cal 1-7 deg. 288 287.75 288.25
Cal 1-7 deg. 288 287.75 288.25
Difference between angles 9
Cyl.1-2 deg. 315 314.75 315.25
Cyl.1-2 deg. 315 314.75 315.25
Injection quantity adjustment
Adjusting point
-
Rack position
13.5
Pump speed
r/min
700
700
700
Average injection quantity
mm3/st.
126.5
123.5
129.5
Max. variation between cylinders
%
0
-4
4
Basic
*
Fixing the rack
*
PS407980-224*
V
2.2+-0.0
1
PS407980-224*
mm
4.8+-0.0
5
Standard for adjustment of the maximum variation between cylinders
*
Injection quantity adjustment_02
Adjusting point
Z
Rack position
8.5+-0.5
Pump speed
r/min
360
360
360
Average injection quantity
mm3/st.
18
15
21
Max. variation between cylinders
%
0
-10
10
Fixing the rack
*
PS407980-224*
V
V1+0.05+
-0.01
PS407980-224*
mm
7.1+-0.0
3
Standard for adjustment of the maximum variation between cylinders
*
Remarks
Refer to items regarding the pre-stroke actuator
Refer to items regarding the pre-stroke actuator
Injection quantity adjustment_03
Adjusting point
A
Rack position
R1(13.5)
Pump speed
r/min
700
700
700
Average injection quantity
mm3/st.
126.5
124.5
128.5
Basic
*
Fixing the lever
*
PS407980-224*
V
2.2+-0.0
1
PS407980-224*
mm
4.8+-0.0
5
Injection quantity adjustment_04
Adjusting point
B
Rack position
R1+0.6
Pump speed
r/min
1100
1100
1100
Average injection quantity
mm3/st.
114
108
120
Fixing the lever
*
PS407980-224*
V
2.2+-0.0
1
PS407980-224*
mm
4.8+-0.0
5
0000001601
Pre-stroke
mm
7.2
7.17
7.23
Remarks
When the timing sleeve is pushed up
When the timing sleeve is pushed up
_02
Connector angle
deg.
8.5
8
9
Remarks
When the eccentric pin is tightened
When the eccentric pin is tightened
_03
Supply voltage
V
24
23.5
24.5
Ambient temperature
degC
23
18
28
Pre-stroke
mm
3.2
3.15
3.25
Output voltage
V
2.95
2.94
2.96
Adjustment
*
_04
Supply voltage
V
24
23.5
24.5
Ambient temperature
degC
23
18
28
Pre-stroke
mm
7.2
7.17
7.23
Output voltage
V
1.2
1
1.4
Confirmation
*
Remarks
Output voltage V1
Output voltage V1
_05
Supply voltage
V
24
23.5
24.5
Ambient temperature
degC
23
18
28
Output voltage
V
3.05
3.05
Confirmation of operating range
*
Test data Ex:
Governor adjustment
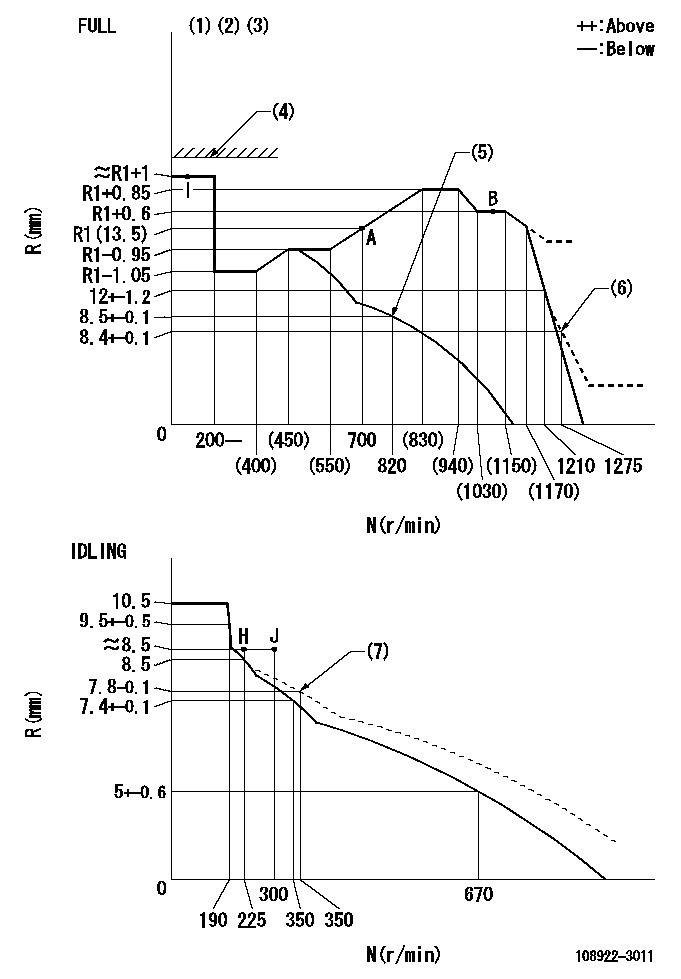
N:Pump speed
R:Rack position (mm)
(1)Torque cam stamping: T1
(2)Tolerance for racks not indicated: +-0.05mm.
(3)Set stop lever before governor adjustment. [When setting stop lever after governor adjustment, confirm that point I (Ra) can be obtained at full setting.]
(4)Stop lever's normal position setting: equivalent to RA
(5)Air cylinder OFF
(6)Air cylinder ON
(7)Damper spring setting
----------
T1=AD23 Ra=(R1+1)mm RA=18mm
----------
----------
T1=AD23 Ra=(R1+1)mm RA=18mm
----------
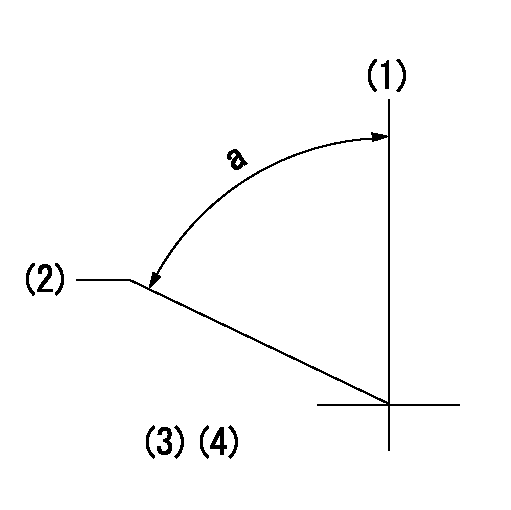
Speed control lever angle
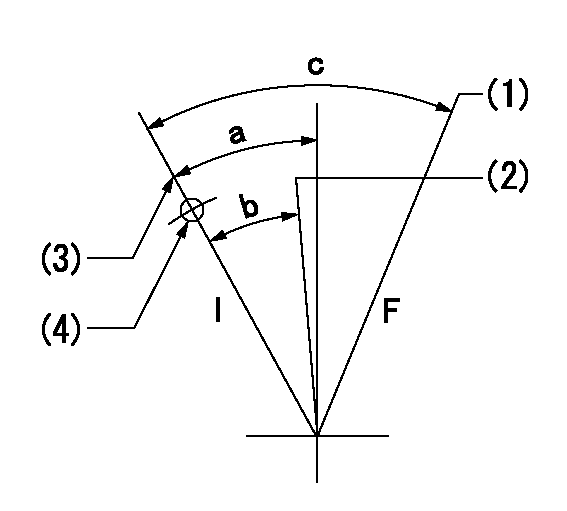
F:Full speed
I:Idle
(1)When air cylinder ON.
(2)When air cylinder OFF.
(3)Stopper bolt set position 'H'
(4)Use the hole at R = aa
----------
aa=47mm
----------
a=20deg+-5deg b=(12deg) c=34deg+-3deg
----------
aa=47mm
----------
a=20deg+-5deg b=(12deg) c=34deg+-3deg
Stop lever angle
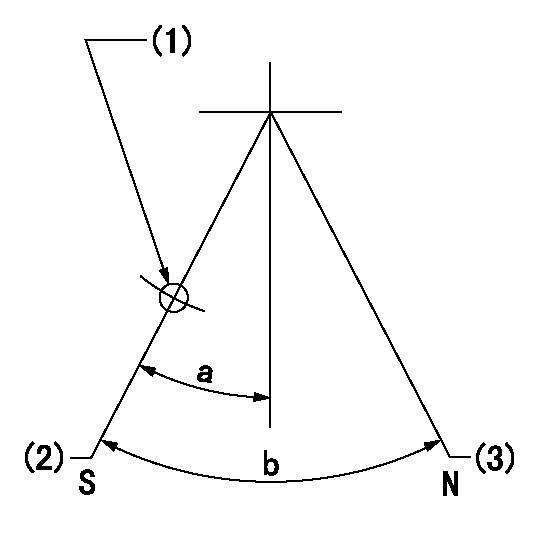
N:Pump normal
S:Stop the pump.
(1)Use the pin at R = aa
(2)Set the stopper bolt so that speed = bb and rack position = cc. (Confirm non-injection.)
(3)Set the stopper bolt so that rack position = dd.
----------
aa=40mm bb=0r/min cc=4+-0.3mm dd=18mm
----------
a=10deg+-5deg b=30deg+-5deg
----------
aa=40mm bb=0r/min cc=4+-0.3mm dd=18mm
----------
a=10deg+-5deg b=30deg+-5deg
0000001301
(1)Pump vertical direction
(2)Coupling's key groove position at No 1 cylinder's beginning of injection
(3)Pre-stroke: aa
(4)-
----------
aa=7.2+-0.03mm
----------
a=(80deg)
----------
aa=7.2+-0.03mm
----------
a=(80deg)
0000001901
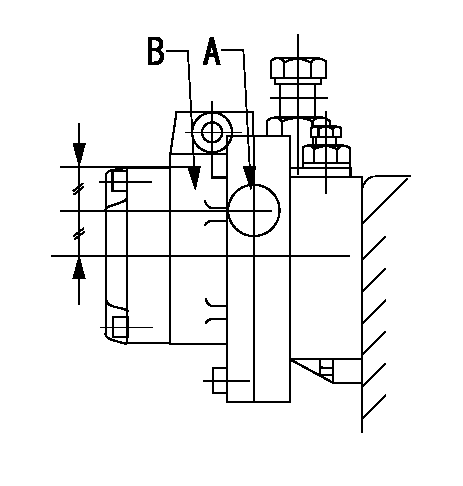
A:Sealing position
B:Pre-stroke actuator
1. When installing the pre-stroke actuator on the pump, first tighten the installation bolts loosely, then move the actuator fully counterclockwise (viewed from the drive side).
Temporary tightening torque: 1 - 1.5 N.m (0.1 - 0.15 kgf.m)
2. Move the actuator in the clockwise direction when viewed from the drive side, and adjust so that it becomes the adjustment point of the adjustment value. Then tighten it.
Tightening torque: 7^9 N.m (0.7^0.9 kgf.m)
3. After prestroke actuator installation adjustment, simultaneously stamp both the actuator side and housing side.
----------
----------
----------
----------
0000002201 RACK SENSOR

(VR) measurement voltage
(I) Part number of the control unit
(G) Apply red paint.
(H): End surface of the pump
1. Rack limit adjustment
(1)Mount the joint (B).
(2)Select the shim (D) so that the rack limit's rack position is obtained at that time.
(3)Install the rod (E) to the block (C).
The distance between the pump end face and the rod (E) at rack limit must be L.
2. Rack sensor adjustment (-0020)
(1)Screw in the bobbin (A) until it contacts the joint (B).
(2)Fix the speed control lever at the full side.
(3)Set at speed N.
(4)Adjust the depth that the bobbin (A) is screwed in so that the control unit's rack sensor output voltage is VR+-0.01 (V), then tighten the nut (F). (If equipped with a boost compensator, perform with boost pressure applied.)
(5)Adjust the bobbin (A) so that the rack sensor's output voltage is VR+-0.01.
(6)Apply G at two places.
Connecting part between the joint (B) and the nut (F)
Connecting part between the joint (B) and the end surface of the pump (H)
----------
L=38-0.2mm N=860r/min Ra=R1(13.5)+0.85mm
----------
----------
L=38-0.2mm N=860r/min Ra=R1(13.5)+0.85mm
----------
0000002301 AIR CYLINDER
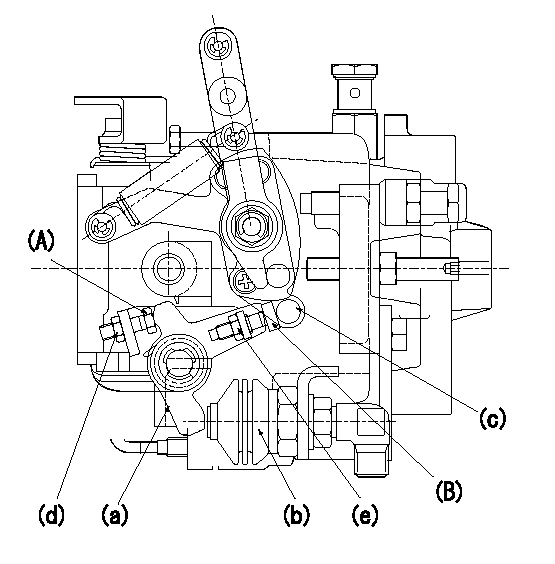
(A) stopper bolt
(B) stopper bolt
(a) lever
(b) air cylinder
(c) speed lever
(d) Nut
(e) nut
1. Stopper bolt A adjusting method
(1)When the air cylinder pressure is P1, confirm that there is a clearance between the stopper bolt (A) and the lever (a).
(2)Then, screw in the stopper bolt A until it contacts the lever a.
(3)Further screw in L1 and set temporarily.
(4)Apply P2 to the air cylinder.
(5)Confirm that the speed lever (c) operates between idling and full speed positions.
(6)Fix the stopper bolt A using nut d.
2. Stopper bolt <B> adjustment method.
(1)At air cylinder pressure P1, pump speed N1 and rack position is Ra, adjust stopper bolt (B) so that the speed lever (c) is in the stop position.
(2)Move the lever a several times and then fix the stopper bolt B using the nut e.
(3)Nut d tightening torque: T1
(4)Nut e tightening torque: T2
----------
P1=0kPa(0kgf/cm2) L1=0.5mm P2=394+98kPa(4+1kgf/cm2) N1=820r/min Ra=8.5+-0.1mm T1=4.9~7N-m(0.5~0.7kgf-m) T2=4.9~7N-m(0.5~0.7kgf-m)
----------
----------
P1=0kPa(0kgf/cm2) L1=0.5mm P2=394+98kPa(4+1kgf/cm2) N1=820r/min Ra=8.5+-0.1mm T1=4.9~7N-m(0.5~0.7kgf-m) T2=4.9~7N-m(0.5~0.7kgf-m)
----------
Information:
start by: a) remove pistons1. Check to be sure all coolant has been removed from the cylinder block.2. Put protection over the crankshaft bearing journals before removing cylinder liners.3. Put location marks on the cylinder liners with respect to their location in block. 4. Use tool setup (A) to remove the cylinder liners from block.5. Remove the seals from cylinder liners.6. Use a straight blade scraper to loosen the spacer plate (1) from cylinder block.
Use care when loosening the plate from cylinder block or damage to plate may result.
7. Remove the spacer plate (1).Install Cylinder Liners
1. Thoroughly clean both sides of spacer plate and top surface of block. Install spacer plate gasket and spacer plate on the cylinder block.
Make sure both sides of plate and top of block are clean and dry before installing gasket and plate. Do not put gasket adhesives or any other substance on these surfaces.
2. Put the cylinder liners in their respective positions in cylinder block. Install tool setup (B) and two cylinder head bolts and washers. Tighten the bolts to 70 5 lb.ft. (9.7 0.7 mkg).3. Check the cylinder liner projection using tool setup (C) as follows: a) Install the four spacers from tool group and four cylinder head bolts and washers. Tighten bolts to 70 5 lb.ft. (9.7 0.7 mkg).b) Use dial indicator, block, and gauge from the tool group to check liner projection at four locations around the liner.c) Cylinder liner projection must be .0030 to .0076 in. (0.076 to 0.193 mm). Projection between liners next to each other must not be different by more than .001 in. (0.025 mm). 4. Remove tool setup (B) and (C). Remove the liners from cylinder block.5. Install the O-ring seals on bottom of liners. Put liquid soap on the seals.
TYPICAL EXAMPLE6. Put oil on the filler band seal, and install the seal on top end of liner. Install the cylinder liners immediately into their respective locations in cylinder block using tool (A).
Do not let the filler band seal stay in oil except for a very short time because the oil will make the seal much bigger very fast. After putting oil on the filler band seal, install the liner immediately into block.
end by: a) install pistons.
Use care when loosening the plate from cylinder block or damage to plate may result.
7. Remove the spacer plate (1).Install Cylinder Liners
1. Thoroughly clean both sides of spacer plate and top surface of block. Install spacer plate gasket and spacer plate on the cylinder block.
Make sure both sides of plate and top of block are clean and dry before installing gasket and plate. Do not put gasket adhesives or any other substance on these surfaces.
2. Put the cylinder liners in their respective positions in cylinder block. Install tool setup (B) and two cylinder head bolts and washers. Tighten the bolts to 70 5 lb.ft. (9.7 0.7 mkg).3. Check the cylinder liner projection using tool setup (C) as follows: a) Install the four spacers from tool group and four cylinder head bolts and washers. Tighten bolts to 70 5 lb.ft. (9.7 0.7 mkg).b) Use dial indicator, block, and gauge from the tool group to check liner projection at four locations around the liner.c) Cylinder liner projection must be .0030 to .0076 in. (0.076 to 0.193 mm). Projection between liners next to each other must not be different by more than .001 in. (0.025 mm). 4. Remove tool setup (B) and (C). Remove the liners from cylinder block.5. Install the O-ring seals on bottom of liners. Put liquid soap on the seals.
TYPICAL EXAMPLE6. Put oil on the filler band seal, and install the seal on top end of liner. Install the cylinder liners immediately into their respective locations in cylinder block using tool (A).
Do not let the filler band seal stay in oil except for a very short time because the oil will make the seal much bigger very fast. After putting oil on the filler band seal, install the liner immediately into block.
end by: a) install pistons.