Information injection-pump assembly
ZEXEL
106873-3230
1068733230
HINO
220008140B
220008140b

Rating:
Service parts 106873-3230 INJECTION-PUMP ASSEMBLY:
1.
_
7.
COUPLING PLATE
8.
_
9.
_
11.
Nozzle and Holder
23600-2480E
12.
Open Pre:MPa(Kqf/cm2)
14.7{150}/24.5{250}
14.
NOZZLE
Include in #1:
106873-3230
as INJECTION-PUMP ASSEMBLY
Cross reference number
ZEXEL
106873-3230
1068733230
HINO
220008140B
220008140b
Zexel num
Bosch num
Firm num
Name
Calibration Data:
Adjustment conditions
Test oil
1404 Test oil ISO4113 or {SAEJ967d}
1404 Test oil ISO4113 or {SAEJ967d}
Test oil temperature
degC
40
40
45
Nozzle and nozzle holder
105780-8140
Bosch type code
EF8511/9A
Nozzle
105780-0000
Bosch type code
DN12SD12T
Nozzle holder
105780-2080
Bosch type code
EF8511/9
Opening pressure
MPa
17.2
Opening pressure
kgf/cm2
175
Injection pipe
Outer diameter - inner diameter - length (mm) mm 8-3-600
Outer diameter - inner diameter - length (mm) mm 8-3-600
Overflow valve
134424-0820
Overflow valve opening pressure
kPa
127
107
147
Overflow valve opening pressure
kgf/cm2
1.3
1.1
1.5
Tester oil delivery pressure
kPa
157
157
157
Tester oil delivery pressure
kgf/cm2
1.6
1.6
1.6
Direction of rotation (viewed from drive side)
Right R
Right R
Injection timing adjustment
Direction of rotation (viewed from drive side)
Right R
Right R
Injection order
1-8-6-2-
7-5-4-3
Pre-stroke
mm
4.5
4.44
4.5
Beginning of injection position
Drive side NO.1
Drive side NO.1
Difference between angles 1
Cal 1-8 deg. 45 44.75 45.25
Cal 1-8 deg. 45 44.75 45.25
Difference between angles 2
Cal 1-6 deg. 90 89.75 90.25
Cal 1-6 deg. 90 89.75 90.25
Difference between angles 3
Cyl.1-2 deg. 135 134.75 135.25
Cyl.1-2 deg. 135 134.75 135.25
Difference between angles 4
Cal 1-7 deg. 180 179.75 180.25
Cal 1-7 deg. 180 179.75 180.25
Difference between angles 5
Cal 1-5 deg. 225 224.75 225.25
Cal 1-5 deg. 225 224.75 225.25
Difference between angles 6
Cal 1-4 deg. 270 269.75 270.25
Cal 1-4 deg. 270 269.75 270.25
Difference between angles 7
Cal 1-3 deg. 315 314.75 315.25
Cal 1-3 deg. 315 314.75 315.25
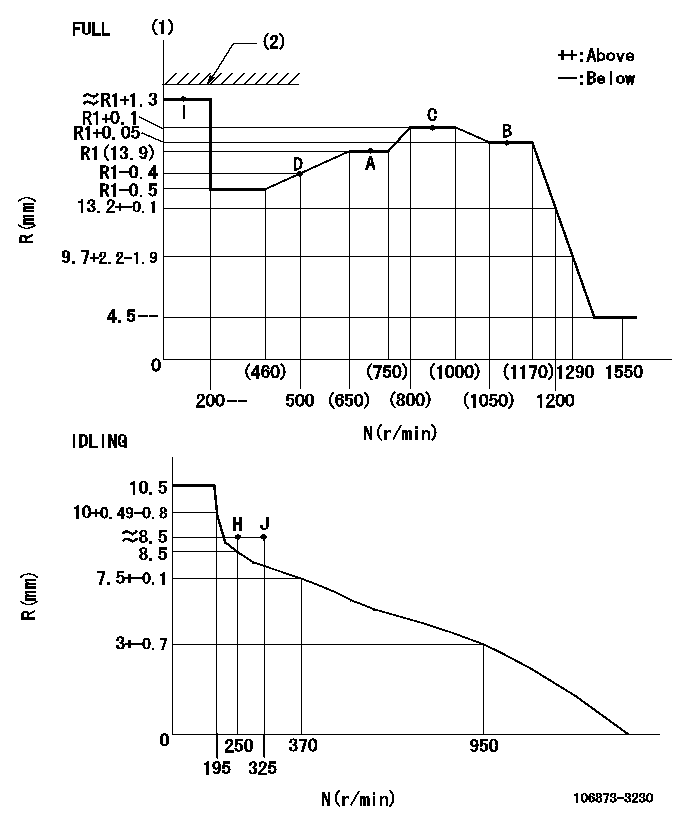
Injection quantity adjustment
Adjusting point
-
Rack position
13.9
Pump speed
r/min
700
700
700
Average injection quantity
mm3/st.
150
147
153
Max. variation between cylinders
%
0
-2
2
Basic
*
Fixing the rack
*
Standard for adjustment of the maximum variation between cylinders
*
Injection quantity adjustment_02
Adjusting point
H
Rack position
8.5+-0.5
Pump speed
r/min
250
250
250
Average injection quantity
mm3/st.
11
8
14
Max. variation between cylinders
%
0
-15
15
Fixing the rack
*
Standard for adjustment of the maximum variation between cylinders
*
Injection quantity adjustment_03
Adjusting point
A
Rack position
R1(13.9)
Pump speed
r/min
700
700
700
Average injection quantity
mm3/st.
150
148
152
Basic
*
Fixing the lever
*
Injection quantity adjustment_04
Adjusting point
B
Rack position
R1+0.05
Pump speed
r/min
1100
1100
1100
Average injection quantity
mm3/st.
142.5
136.5
148.5
Fixing the lever
*
Timer adjustment
Pump speed
r/min
600--
Advance angle
deg.
0
0
0
Remarks
Start
Start
Timer adjustment_02
Pump speed
r/min
550
Advance angle
deg.
0.3
Timer adjustment_03
Pump speed
r/min
(620)
Advance angle
deg.
1
0.7
1.3
Timer adjustment_04
Pump speed
r/min
980+50
Advance angle
deg.
1
0.7
1.3
Timer adjustment_05
Pump speed
r/min
1100-50
Advance angle
deg.
3.5
3.2
3.8
Remarks
Finish
Finish
Test data Ex:
Governor adjustment
N:Pump speed
R:Rack position (mm)
(1)Torque cam stamping: T1
(2)Stop lever's normal position setting: R1 (Set the stop lever's normal setting before setting the torque cam.)
----------
T1=AA19 R1=18+-0.3mm
----------
----------
T1=AA19 R1=18+-0.3mm
----------
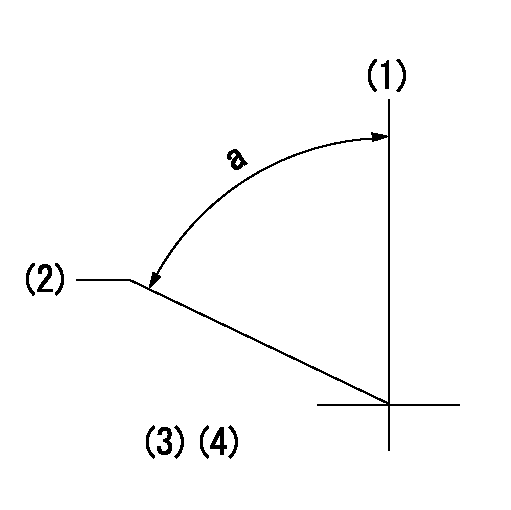
Speed control lever angle

F:Full speed
I:Idle
(1)Use the hole at R = aa
(2)Stopper bolt set position 'H'
----------
aa=79mm
----------
a=12deg+-5deg b=27deg+-3deg
----------
aa=79mm
----------
a=12deg+-5deg b=27deg+-3deg
Stop lever angle
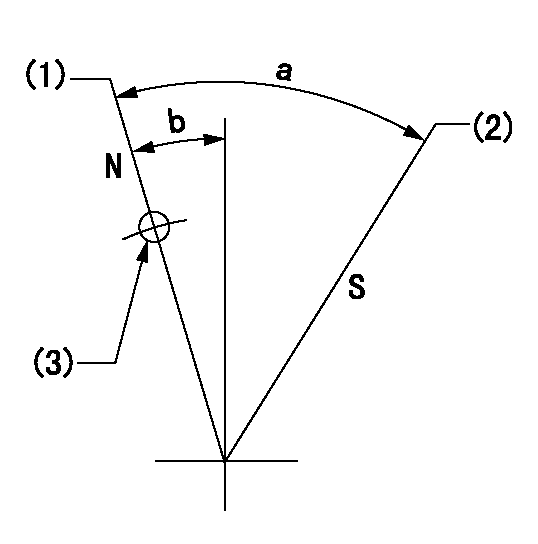
N:Pump normal
S:Stop the pump.
(1)Set stopper screw so that rack position = aa (after setting, apply red paint).
(2)Set stopper screw so that rack position = bb (after setting apply red paint).
(3)Use the hole above R = cc
----------
aa=18+-0.3mm bb=1.5+-0.3mm cc=35mm
----------
a=35deg+-5deg b=20deg+-5deg
----------
aa=18+-0.3mm bb=1.5+-0.3mm cc=35mm
----------
a=35deg+-5deg b=20deg+-5deg
Timing setting
(1)Pump vertical direction
(2)Coupling's key groove position at No 1 cylinder's beginning of injection
(3)-
(4)-
----------
----------
a=(80deg)
----------
----------
a=(80deg)
Information:
Until recently, engine maintenance and repair management involved changing the oil when it was convenient and repairing the engine when it was damaged. This seemed to be the accepted way of managing a maintenance operation. However, due to a variety of circumstances, freight hauling jobs became increasingly more competitive. This competitiveness caused users to look for ways to prolong equipment life and lower operating costs so that they could be competitive when bidding jobs.To assist Caterpillar Engine users in prolonging engine life and reducing operating costs, the Value Planned Repair approach to engine service was developed.The Value Planned Repair approach can be tailored for any engine. This approach, when properly structured, outlines every maintenance and repair service required to support an engine from the day it enters service until the day it is retired.To ensure the repair is performed efficiently and expediently, the Value Planned Repair concept approaches a given repair in three basic steps: 1. Repair determination2. Evaluation of repair options3. Selection of the most appropriate option* Services required to maintain an engine at optimum efficiency.* Scheduled maintenance, repairs and overhauls to minimize unscheduled downtime.* Preplanned repairs and overhauls that can be flat-rated, putting you in charge of costs.* Repair or overhaul options designed to restore the engine to proper operating condition.* Repair or overhaul options designed to renew the engine if a failure has occurred.Part of the Value Planned Repair approach is the repair before failure concept. The objective of the repair before failure concept is to repair the engine before a failure takes place. The fact that a failure has not taken place makes the repair before failure concept more economical since a high degree of parts such as pistons, liners, valves, etc., and major castings such as cylinder blocks, cylinder heads, etc., can be reused. Also, an extensive internal cleaning of the engine, which is labor intensive, is eliminated because a debris-generating failure has not taken place.The best part of the repair before failure concept is that unscheduled downtime is minimized and in most cases eliminated because the repair or overhaul can be scheduled to allow the user to adjust his operation accordingly.The overall benefit to a customer who repairs an engine before failure is that the customer and not the engine is in control of the repairs required.To stress the importance of the Value Planned Repair approach, please consider the following example that reflects the difference in the cost of a before failure repair versus the cost of an after failure repair.The cost to repair a turbocharger after it fails is approximately five times more than the cost of repairing a turbocharger before it fails.However, if parts from a damaged turbocharger enters the engine, then the cost to repair your engine could be as high as 10 times or more the cost of repairing a turbocharger before it fails.By subscribing to the Value Planned Repair approach, you can avoid spending your money on costly repairs that should have been prevented and utilize your