Information injection-pump assembly
BOSCH
9 400 616 950
9400616950
ZEXEL
106671-7650
1066717650
MITSUBISHI
ME050851
me050851
Rating:
Service parts 106671-7650 INJECTION-PUMP ASSEMBLY:
1.
_
7.
COUPLING PLATE
8.
_
9.
_
11.
Nozzle and Holder
ME059621
12.
Open Pre:MPa(Kqf/cm2)
21.6{220}

15.
NOZZLE SET
Include in #1:
106671-7650
as INJECTION-PUMP ASSEMBLY
Cross reference number
BOSCH
9 400 616 950
9400616950
ZEXEL
106671-7650
1066717650
MITSUBISHI
ME050851
me050851
Zexel num
Bosch num
Firm num
Name
106671-7650
9 400 616 950
ME050851 MITSUBISHI
INJECTION-PUMP ASSEMBLY
6D22CT K 14CA INJECTION PUMP ASSY PE6P,6PD PE
6D22CT K 14CA INJECTION PUMP ASSY PE6P,6PD PE
Calibration Data:
Adjustment conditions
Test oil
1404 Test oil ISO4113 or {SAEJ967d}
1404 Test oil ISO4113 or {SAEJ967d}
Test oil temperature
degC
40
40
45
Nozzle and nozzle holder
105780-8140
Bosch type code
EF8511/9A
Nozzle
105780-0000
Bosch type code
DN12SD12T
Nozzle holder
105780-2080
Bosch type code
EF8511/9
Opening pressure
MPa
17.2
Opening pressure
kgf/cm2
175
Injection pipe
Outer diameter - inner diameter - length (mm) mm 8-3-600
Outer diameter - inner diameter - length (mm) mm 8-3-600
Overflow valve
131424-4620
Overflow valve opening pressure
kPa
255
255
255
Overflow valve opening pressure
kgf/cm2
2.6
2.6
2.6
Tester oil delivery pressure
kPa
157
157
157
Tester oil delivery pressure
kgf/cm2
1.6
1.6
1.6
Direction of rotation (viewed from drive side)
Right R
Right R
Injection timing adjustment
Direction of rotation (viewed from drive side)
Right R
Right R
Injection order
1-5-3-6-
2-4
Pre-stroke
mm
4.8
4.75
4.85
Beginning of injection position
Governor side NO.1
Governor side NO.1
Difference between angles 1
Cal 1-5 deg. 60 59.5 60.5
Cal 1-5 deg. 60 59.5 60.5
Difference between angles 2
Cal 1-3 deg. 120 119.5 120.5
Cal 1-3 deg. 120 119.5 120.5
Difference between angles 3
Cal 1-6 deg. 180 179.5 180.5
Cal 1-6 deg. 180 179.5 180.5
Difference between angles 4
Cyl.1-2 deg. 240 239.5 240.5
Cyl.1-2 deg. 240 239.5 240.5
Difference between angles 5
Cal 1-4 deg. 300 299.5 300.5
Cal 1-4 deg. 300 299.5 300.5
Injection quantity adjustment
Adjusting point
A
Rack position
11.7
Pump speed
r/min
1050
1050
1050
Average injection quantity
mm3/st.
130
127
133
Max. variation between cylinders
%
0
-3
3
Basic
*
Fixing the lever
*
Injection quantity adjustment_02
Adjusting point
B
Rack position
5.8+-0.5
Pump speed
r/min
500
500
500
Average injection quantity
mm3/st.
15
12.4
17.6
Max. variation between cylinders
%
0
-15
15
Fixing the rack
*
Injection quantity adjustment_03
Adjusting point
C
Rack position
-
Pump speed
r/min
100
100
100
Average injection quantity
mm3/st.
133
113
153
Fixing the lever
*
Rack limit
*
Injection quantity adjustment_04
Adjusting point
D
Rack position
6.9+-0.5
Pump speed
r/min
225
225
225
Average injection quantity
mm3/st.
15
12.4
17.6
Fixing the rack
*
Remarks
(check)
(check)
Timer adjustment
Pump speed
r/min
650--
Advance angle
deg.
0
0
0
Remarks
Start
Start
Timer adjustment_02
Pump speed
r/min
600
Advance angle
deg.
0.5
Timer adjustment_03
Pump speed
r/min
900
Advance angle
deg.
1.6
1.1
2.1
Timer adjustment_04
Pump speed
r/min
1100
Advance angle
deg.
3
2.5
3.5
Remarks
Finish
Finish
Test data Ex:
Governor adjustment
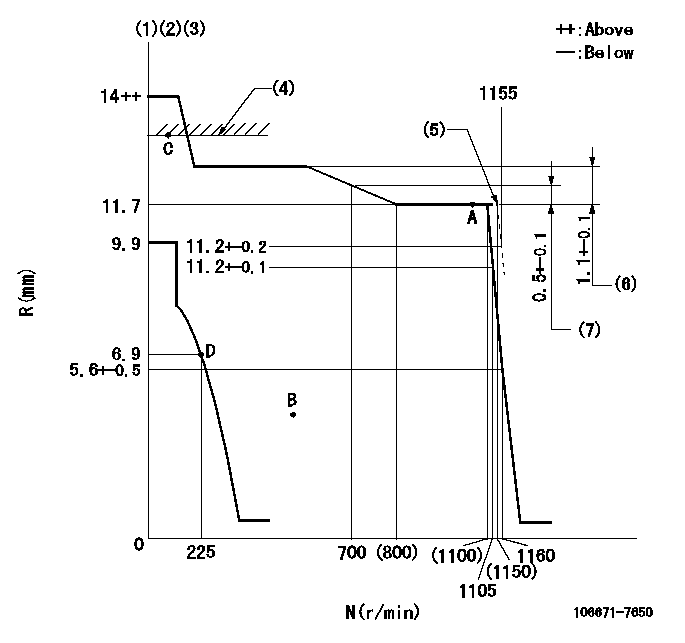
N:Pump speed
R:Rack position (mm)
(1)Target notch: K
(2)Tolerance for racks not indicated: +-0.05mm.
(3)Supplied with torque spring not set.
(4)RACK LIMIT
(5)At shipping
(6)Rack difference between N = N1 and N = N2
(7)Rack difference between N = N3 and N = N4
----------
K=7 N1=1050r/min N2=450r/min N3=1050r/min N4=700r/min
----------
----------
K=7 N1=1050r/min N2=450r/min N3=1050r/min N4=700r/min
----------
Speed control lever angle
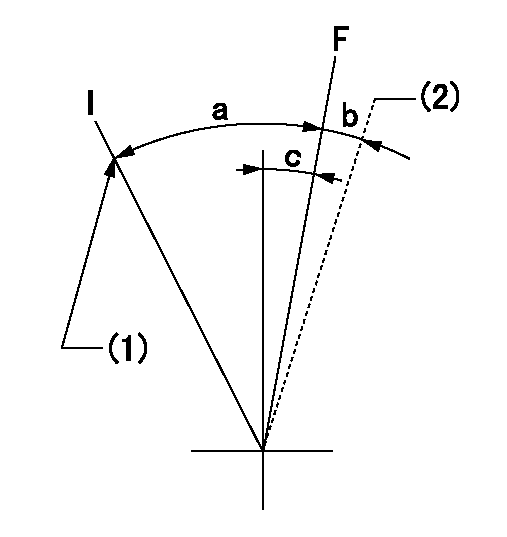
F:Full speed
I:Idle
(1)Stopper bolt setting
(2)At shipping
----------
----------
a=31deg+-5deg b=(2deg) c=7deg+-5deg
----------
----------
a=31deg+-5deg b=(2deg) c=7deg+-5deg
Stop lever angle
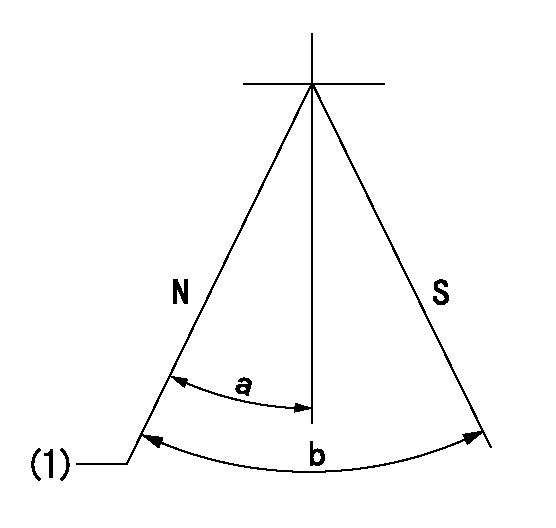
N:Pump normal
S:Stop the pump.
(1)Normal
----------
----------
a=19deg+-5deg b=53deg+-5deg
----------
----------
a=19deg+-5deg b=53deg+-5deg
Timing setting
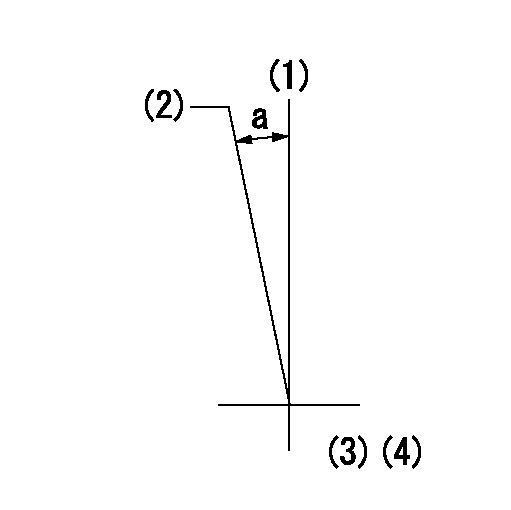
(1)Pump vertical direction
(2)Coupling's key groove position at No 1 cylinder's beginning of injection
(3)-
(4)-
----------
----------
a=(7deg)
----------
----------
a=(7deg)
Information:
Rework Procedure
This procedure is only required when utilizing the 444-2472 Bracket As or 444-2473 Bracket As, the former 222-6953 Valve Cover Bases, and the new stamped steel valve covers. Disregard if using 442-5727 Valve Cover Base.The preferred method to correct this issue is to remove the former 222-6953 Valve Cover Base and install the current 442-5727 Valve Cover Base. This valve cover base removes the need for the 444-2472 Bracket As and 444-2473 Bracket As.The alternative method is to modify the 444-2472 Bracket As or 444-2473 Bracket As to be used with the 222-6953 Valve Mechanism Cover Base and stamped steel valve cover.Note:
Illustration 1 g06088172
Bracket assemblies view
(1) 444-2472 Bracket As
(2) 444-2473 Bracket As
Illustration 2 g06088191
Side view of the bracket.
(3) Button portion
(4) Weld stud
Illustration 3 g06088192
Top view of the bracket.
The illustration above shows the location of the material that will need to be removed from the button of the bracket assemblies.
Illustration 4 g06088194
Side view of the bracket.
Illustration 5 g06088195
View of the bracket after modification.
Remove 4 mm (0.16 in) from the button on the bracket as shown in Illustration 4.
Once the additional material has been removed from the modified bracket, fit the valve cover to ensure that proper clearance has been created allowing sealing of valve cover PIP seal. Install and torque the valve cover using the appropriate procedure from the Disassembly and Assembly manual.
Illustration 6 g06088196
Impression made by bracket assemblies that contact the valve cover.
Remove the valve cover and inspect the mating surface to see if any contact marks are present as shown in Illustration 6. If contact marks are present, extra material of the button will need to be removed for clearance.
This procedure is only required when utilizing the 444-2472 Bracket As or 444-2473 Bracket As, the former 222-6953 Valve Cover Bases, and the new stamped steel valve covers. Disregard if using 442-5727 Valve Cover Base.The preferred method to correct this issue is to remove the former 222-6953 Valve Cover Base and install the current 442-5727 Valve Cover Base. This valve cover base removes the need for the 444-2472 Bracket As and 444-2473 Bracket As.The alternative method is to modify the 444-2472 Bracket As or 444-2473 Bracket As to be used with the 222-6953 Valve Mechanism Cover Base and stamped steel valve cover.Note:
Illustration 1 g06088172
Bracket assemblies view
(1) 444-2472 Bracket As
(2) 444-2473 Bracket As
Illustration 2 g06088191
Side view of the bracket.
(3) Button portion
(4) Weld stud
Illustration 3 g06088192
Top view of the bracket.
The illustration above shows the location of the material that will need to be removed from the button of the bracket assemblies.
Illustration 4 g06088194
Side view of the bracket.
Illustration 5 g06088195
View of the bracket after modification.
Remove 4 mm (0.16 in) from the button on the bracket as shown in Illustration 4.
Once the additional material has been removed from the modified bracket, fit the valve cover to ensure that proper clearance has been created allowing sealing of valve cover PIP seal. Install and torque the valve cover using the appropriate procedure from the Disassembly and Assembly manual.
Illustration 6 g06088196
Impression made by bracket assemblies that contact the valve cover.
Remove the valve cover and inspect the mating surface to see if any contact marks are present as shown in Illustration 6. If contact marks are present, extra material of the button will need to be removed for clearance.
Have questions with 106671-7650?
Group cross 106671-7650 ZEXEL
Mitsubishi
Mitsubishi
106671-7650
9 400 616 950
ME050851
INJECTION-PUMP ASSEMBLY
6D22CT
6D22CT