Information injection-pump assembly
BOSCH
9 400 611 754
9400611754
ZEXEL
101608-1582
1016081582
MITSUBISHI
ME088945
me088945
Rating:
Service parts 101608-1582 INJECTION-PUMP ASSEMBLY:
1.
_
6.
COUPLING PLATE
7.
COUPLING PLATE
8.
_
9.
_
11.
Nozzle and Holder
ME016655
12.
Open Pre:MPa(Kqf/cm2)
21.6{220}

15.
NOZZLE SET
Cross reference number
BOSCH
9 400 611 754
9400611754
ZEXEL
101608-1582
1016081582
MITSUBISHI
ME088945
me088945
Zexel num
Bosch num
Firm num
Name
101608-1582
9 400 611 754
ME088945 MITSUBISHI
INJECTION-PUMP ASSEMBLY
6D34T K 14BE INJECTION PUMP ASSY PE6A PE
6D34T K 14BE INJECTION PUMP ASSY PE6A PE
Calibration Data:
Adjustment conditions
Test oil
1404 Test oil ISO4113 or {SAEJ967d}
1404 Test oil ISO4113 or {SAEJ967d}
Test oil temperature
degC
40
40
45
Nozzle and nozzle holder
105780-8140
Bosch type code
EF8511/9A
Nozzle
105780-0000
Bosch type code
DN12SD12T
Nozzle holder
105780-2080
Bosch type code
EF8511/9
Opening pressure
MPa
17.2
Opening pressure
kgf/cm2
175
Injection pipe
Outer diameter - inner diameter - length (mm) mm 6-2-600
Outer diameter - inner diameter - length (mm) mm 6-2-600
Overflow valve
131424-5520
Overflow valve opening pressure
kPa
255
221
289
Overflow valve opening pressure
kgf/cm2
2.6
2.25
2.95
Tester oil delivery pressure
kPa
157
157
157
Tester oil delivery pressure
kgf/cm2
1.6
1.6
1.6
Direction of rotation (viewed from drive side)
Right R
Right R
Injection timing adjustment
Direction of rotation (viewed from drive side)
Right R
Right R
Injection order
1-5-3-6-
2-4
Pre-stroke
mm
3.5
3.45
3.55
Beginning of injection position
Drive side NO.1
Drive side NO.1
Difference between angles 1
Cal 1-5 deg. 60 59.5 60.5
Cal 1-5 deg. 60 59.5 60.5
Difference between angles 2
Cal 1-3 deg. 120 119.5 120.5
Cal 1-3 deg. 120 119.5 120.5
Difference between angles 3
Cal 1-6 deg. 180 179.5 180.5
Cal 1-6 deg. 180 179.5 180.5
Difference between angles 4
Cyl.1-2 deg. 240 239.5 240.5
Cyl.1-2 deg. 240 239.5 240.5
Difference between angles 5
Cal 1-4 deg. 300 299.5 300.5
Cal 1-4 deg. 300 299.5 300.5
Injection quantity adjustment
Adjusting point
A
Rack position
8.8
Pump speed
r/min
1250
1250
1250
Average injection quantity
mm3/st.
52.5
51.5
53.5
Max. variation between cylinders
%
0
-2.5
2.5
Basic
*
Fixing the lever
*
Injection quantity adjustment_02
Adjusting point
B
Rack position
8+-0.5
Pump speed
r/min
350
350
350
Average injection quantity
mm3/st.
9.5
8.2
10.8
Max. variation between cylinders
%
0
-14
14
Fixing the rack
*
Injection quantity adjustment_03
Adjusting point
C
Rack position
-
Pump speed
r/min
100
100
100
Average injection quantity
mm3/st.
65
65
70
Fixing the lever
*
Rack limit
*
Timer adjustment
Pump speed
r/min
1250++
Advance angle
deg.
0
0
0
Remarks
Do not advance until starting N = 1250
Do not advance until starting N = 1250
Timer adjustment_02
Pump speed
r/min
-
Advance angle
deg.
3
3
3
Remarks
Measure the actual speed, stop
Measure the actual speed, stop
Test data Ex:
Governor adjustment
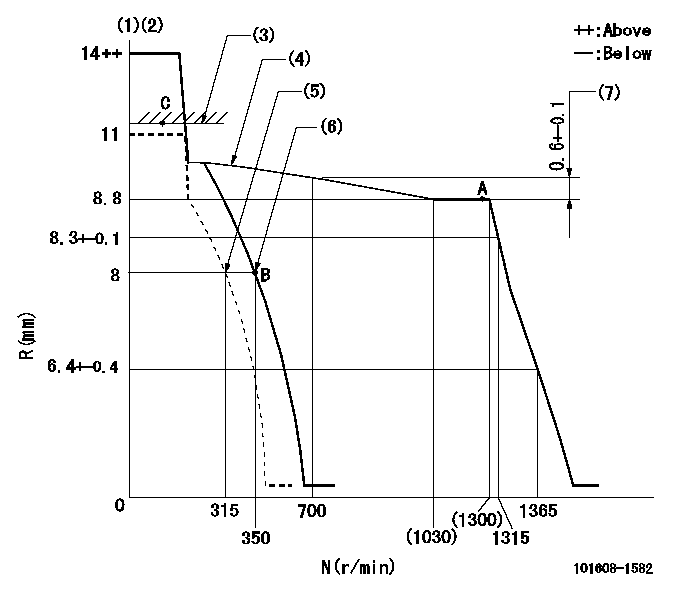
N:Pump speed
R:Rack position (mm)
(1)Target notch: K
(2)Tolerance for racks not indicated: +-0.05mm.
(3)RACK LIMIT
(4)The torque control spring must does not have a set force.
(5)Set idle sub-spring
(6)Main spring setting
(7)Rack difference between N = N1 and N = N2
----------
K=14 N1=1250r/min N2=700r/min
----------
----------
K=14 N1=1250r/min N2=700r/min
----------
Speed control lever angle
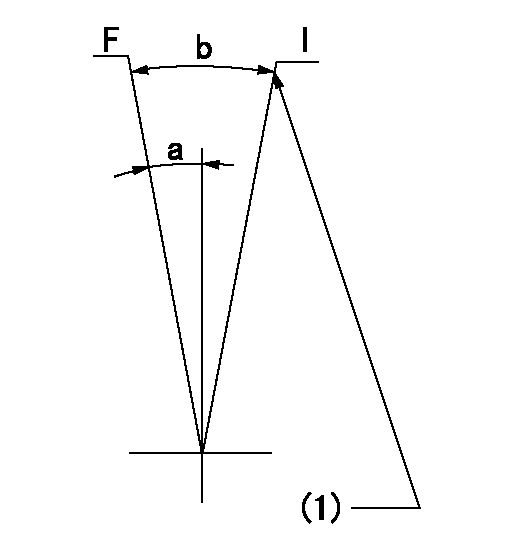
F:Full speed
I:Idle
(1)Stopper bolt setting
----------
----------
a=(18deg)+-5deg b=(31deg)+-5deg
----------
----------
a=(18deg)+-5deg b=(31deg)+-5deg
Stop lever angle

N:Pump normal
S:Stop the pump.
(1)Normal
----------
----------
a=26.5deg+-5deg b=53deg+-5deg
----------
----------
a=26.5deg+-5deg b=53deg+-5deg
Timing setting
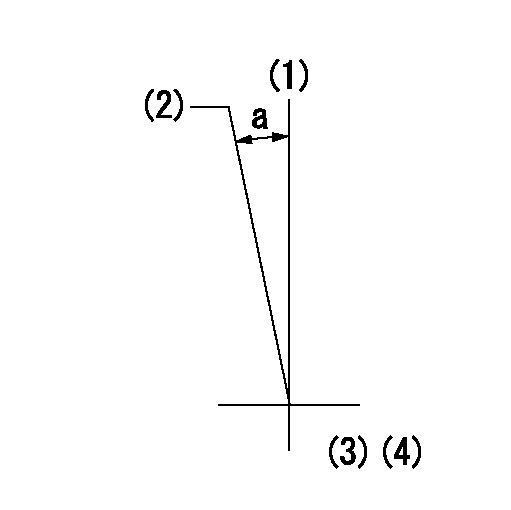
(1)Pump vertical direction
(2)Position of timer's tooth at No 1 cylinder's beginning of injection
(3)B.T.D.C.: aa
(4)-
----------
aa=12.5deg
----------
a=(2deg)
----------
aa=12.5deg
----------
a=(2deg)
Information:
Illustration 3 g06519715
DOC brackets
Illustration 4 g06519717
DOC
Connect the welding ground cable directly to the DOC brackets or the DOC that will be welded. Place the ground cable as close as possible to the weld. This location will reduce the possibility of welding current damage bearings, hydraulic components, electrical components, and ground straps.Note: If electrical components are used as a ground for the welder, current flow from the welder could severely damage the component. Current flow from the welder could also severely damage electrical components that are located between the welder ground and the weld.
Illustration 5 g06519270
Weld blanket
Illustration 6 g06519272
Use a weld blanket draped over the engine to protect the engine from weld splatter. Likely need 2 or 3 blankets to cover between DOCs and the entire engine from splatter.
Illustration 7 g06519274
Illustration 8 g06519277
(1) 536-5400 Plate
Clean the top surface in the two locations where plates (1) will be welded in place with either a wire wheel or a flap disk.Note: Failure to clean the weld area could result in poor weld quality.
Illustration 9 g06519323
(D1) 6 2 mm (0.236 0.079 inch)
Illustration 10 g06519297
(D1) 6 2 mm (0.236 0.079 inch)
(D2) 43 3 mm (1.693 0.118 inch)
Illustration 11 g06519348
(D2) 43 3 mm (1.693 0.118 inch)
Set the plates on the top side of the housing and line up perpendicular to the front face. Position the plates to dimension (D1) from the front edge of the top plate.
Position the plates to dimension (D2) from the far edge of the rounded plate. There is a chamfer and fillet weld that will make measurements less precise. Use a tape measure to position.Note: Etching marks may also be present on the top of the unit and can be used for further positional guidance.
Illustration 12 g06519373
(W1) Tack weld
With the plates in place, add tack welds (W1) to the plates shown in Illustration 12. Use 308L weld wire.
Illustration 13 g06519408
(W2) 50 to 100 mm (1.969 to 3.937 inch)
Skip fillet weld (W2) down the side of each plate and then weld at the ends of each plates. Use 308L weld wire.
Illustration 14 g06519430
Finished product
Verify the weld quality and look for the following:
Cracks
Porosity
Inclusions
Convexity/Excess Weld Material
Concavity/Under Fill
Excess Penetration
Lack of Penetration
Fillet Weld - Undersize
Lack of Fusion
Undercut
Toe Radius
Overlap
Poor Restarts/Tie-ins
Cleaning/Grinding
Spatter/Arc Strike/Wire Stub
Illustration 15 g06519435
Mark the new plates with "THIS SIDE UP".Note: Make sure that the text is visible and stands out on the DOC.
Have questions with 101608-1582?
Group cross 101608-1582 ZEXEL
Mitsubishi
Mitsubishi
Mitsubishi
Mitsubishi
Mitsubishi
Mitsubishi
101608-1582
9 400 611 754
ME088945
INJECTION-PUMP ASSEMBLY
6D34T
6D34T