Information injection-pump assembly
BOSCH
9 400 610 640
9400610640
ZEXEL
101603-2252
1016032252
HINO
220009060B
220009060b
Rating:
Service parts 101603-2252 INJECTION-PUMP ASSEMBLY:
1.
_
7.
COUPLING PLATE
8.
_
9.
_
11.
Nozzle and Holder
23600-2830A
12.
Open Pre:MPa(Kqf/cm2)
17.7{180}
15.
NOZZLE SET
Cross reference number
BOSCH
9 400 610 640
9400610640
ZEXEL
101603-2252
1016032252
HINO
220009060B
220009060b
Zexel num
Bosch num
Firm num
Name
101603-2252
9 400 610 640
220009060B HINO
INJECTION-PUMP ASSEMBLY
H07D K
H07D K
Calibration Data:
Adjustment conditions
Test oil
1404 Test oil ISO4113 or {SAEJ967d}
1404 Test oil ISO4113 or {SAEJ967d}
Test oil temperature
degC
40
40
45
Nozzle and nozzle holder
105780-8260
Bosch type code
9 430 610 133
Nozzle
105780-0120
Bosch type code
1 688 901 990
Nozzle holder
105780-2090
Opening pressure
MPa
18
Opening pressure
kgf/cm2
184
Injection pipe
Outer diameter - inner diameter - length (mm) mm 6-2-600
Outer diameter - inner diameter - length (mm) mm 6-2-600
Overflow valve
131425-0620
Overflow valve opening pressure
kPa
255
221
289
Overflow valve opening pressure
kgf/cm2
2.6
2.25
2.95
Tester oil delivery pressure
kPa
255
255
255
Tester oil delivery pressure
kgf/cm2
2.6
2.6
2.6
Direction of rotation (viewed from drive side)
Right R
Right R
Injection timing adjustment
Direction of rotation (viewed from drive side)
Right R
Right R
Injection order
1-4-2-6-
3-5
Pre-stroke
mm
4
3.97
4.03
Beginning of injection position
Drive side NO.1
Drive side NO.1
Difference between angles 1
Cal 1-4 deg. 60 59.75 60.25
Cal 1-4 deg. 60 59.75 60.25
Difference between angles 2
Cyl.1-2 deg. 120 119.75 120.25
Cyl.1-2 deg. 120 119.75 120.25
Difference between angles 3
Cal 1-6 deg. 180 179.75 180.25
Cal 1-6 deg. 180 179.75 180.25
Difference between angles 4
Cal 1-3 deg. 240 239.75 240.25
Cal 1-3 deg. 240 239.75 240.25
Difference between angles 5
Cal 1-5 deg. 300 299.75 300.25
Cal 1-5 deg. 300 299.75 300.25
Injection quantity adjustment
Adjusting point
-
Rack position
11.3
Pump speed
r/min
850
850
850
Average injection quantity
mm3/st.
93
91
95
Max. variation between cylinders
%
0
-3.5
3.5
Basic
*
Fixing the rack
*
Standard for adjustment of the maximum variation between cylinders
*
Injection quantity adjustment_02
Adjusting point
Z
Rack position
9+-0.5
Pump speed
r/min
265
265
265
Each cylinder's injection qty
mm3/st.
15
14
16
Fixing the rack
*
Standard for adjustment of the maximum variation between cylinders
*
Injection quantity adjustment_03
Adjusting point
A
Rack position
R1(11.3)
Pump speed
r/min
850
850
850
Average injection quantity
mm3/st.
93
92
94
Basic
*
Fixing the lever
*
Injection quantity adjustment_04
Adjusting point
B
Rack position
R1+0.7
Pump speed
r/min
1450
1450
1450
Average injection quantity
mm3/st.
95.5
91.5
99.5
Fixing the lever
*
Injection quantity adjustment_05
Adjusting point
D
Rack position
(R1-0.7)
Pump speed
r/min
580
580
580
Average injection quantity
mm3/st.
77.5
73.5
81.5
Fixing the lever
*
Injection quantity adjustment_06
Adjusting point
I
Rack position
-
Pump speed
r/min
100
100
100
Average injection quantity
mm3/st.
140
140
150
Fixing the lever
*
Rack limit
*
Timer adjustment
Pump speed
r/min
1100+50
Advance angle
deg.
0
0
0
Remarks
Start
Start
Timer adjustment_02
Pump speed
r/min
1450-50
Advance angle
deg.
3.5
3.2
3.8
Remarks
Finish
Finish
Test data Ex:
Governor adjustment
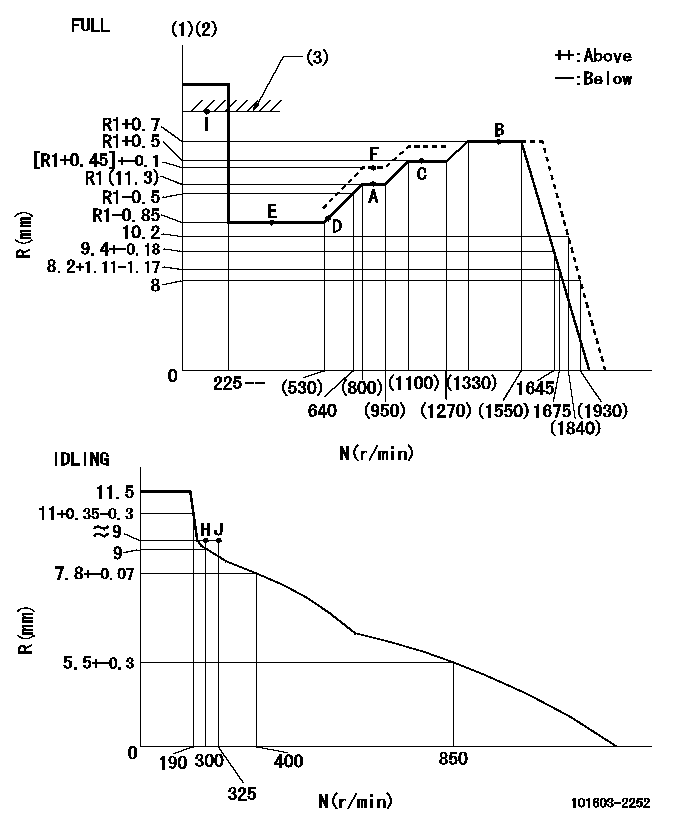
N:Pump speed
R:Rack position (mm)
(1)Torque cam stamping: T1
(2)Tolerance for racks not indicated: +-0.05mm.
(3)RACK LIMIT
----------
T1=L84
----------
----------
T1=L84
----------
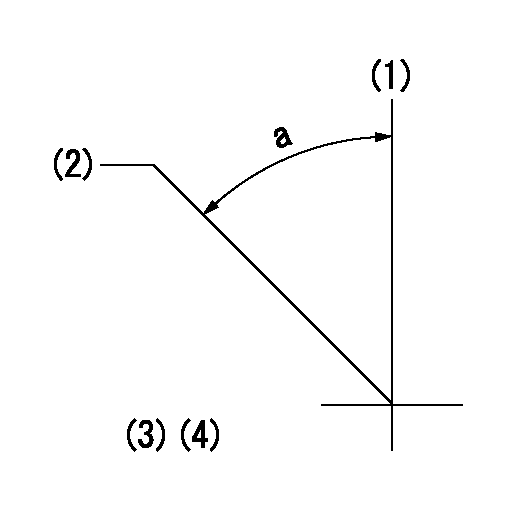
Speed control lever angle
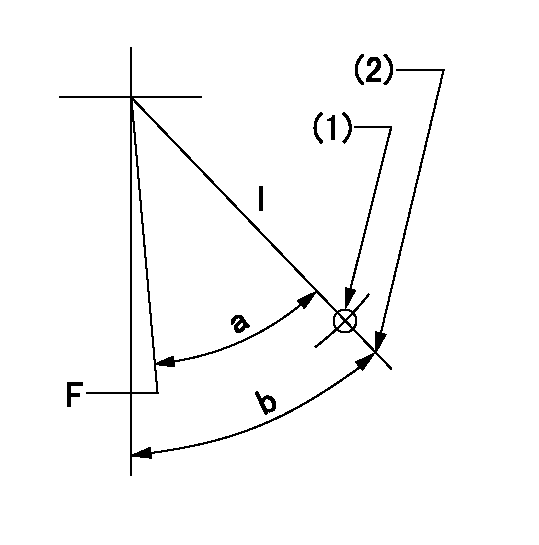
F:Full speed
I:Idle
(1)Use the pin at R = aa
(2)Stopper bolt setting
----------
aa=57mm
----------
a=40deg+-3deg b=44deg+-5deg
----------
aa=57mm
----------
a=40deg+-3deg b=44deg+-5deg
Stop lever angle
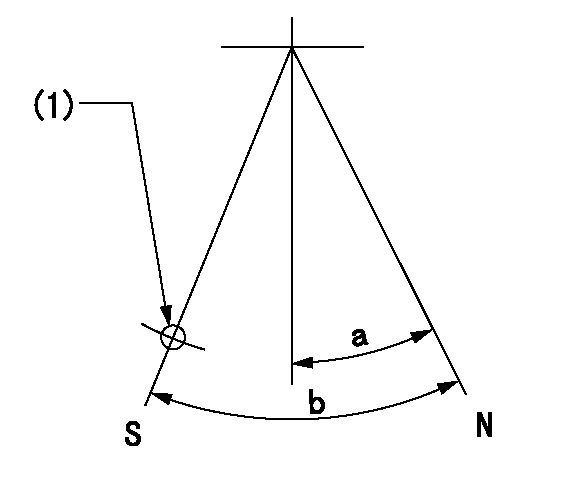
N:Pump normal
S:Stop the pump.
(1)Use the hole at R = aa
----------
aa=35mm
----------
a=14.5deg+-5deg b=40deg+-5deg
----------
aa=35mm
----------
a=14.5deg+-5deg b=40deg+-5deg
0000001501 TAMPER PROOF
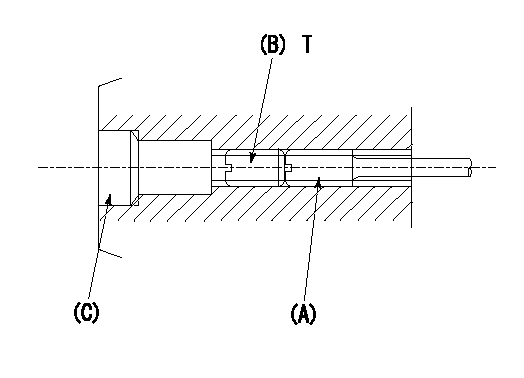
1. Method for setting tamperproof proofing
(1)Perform after governor adjustment (torque cam phase adjustment).
(2)Increase the full rack position to Ra using the load lever.
(3)Push in screw (A) to Rb.
(4)Temporarily caulk using the tip of a screwdriver
(5)Confirm that the rack at that time is at Rb .
(6)Lock using setscrew (B). (Tightening torque = T)
(7)Pressfit (C) after applying adhesive.
(8)Readjust the full rack using the load lever.
----------
Ra=(R1+0.45)+-0.1mm Rb=(R1+0.45)+-0.1mm
----------
T=4.9~7N-m(0.5~0.7Kgf-m)
----------
Ra=(R1+0.45)+-0.1mm Rb=(R1+0.45)+-0.1mm
----------
T=4.9~7N-m(0.5~0.7Kgf-m)
Timing setting
(1)Pump vertical direction
(2)Coupling's key groove position at No 1 cylinder's beginning of injection
(3)-
(4)-
----------
----------
a=(50deg)
----------
----------
a=(50deg)
Information:
Liner Projection Check
(1) 1P2402 Gauge Body. (2) 1P2403 Dial Indicator.3. Use body (1) and dial indicator (2) assembly to measure the cylinder liner (flange) projection in four locations around the liner. Do not measure liner projection from the flame ring (if equipped). Projection must be 0.10 mm (.004 in) above to 0.10 mm (.004 in) below the cylinder block face. The four measurements should not vary more than 0.03 mm (.001 in). The average projection between adjacent cylinders must not vary more than 0.03 mm (.001 in)Connecting Rods And Pistons
1. On T4.236 Engines, install the piston cooling jets and tighten the banjo bolt to 25 N m (20 lb ft). Adjust the piston cooling jets if necessary. See Piston Cooling Jet Position Check (T4.236 Engines) in Testing And Adjusting.2. Put a liberal amount of clean engine oil on the crankshaft journals, main bearings and thrust washers. Put the upper half of the main bearings and the crankshaft in position in the cylinder block.3. Slide the upper thrust washer halves into the recesses provided on either side of the center main bearing housing.4. Install the lower half of the main bearings into the main bearing caps. Install the main bearing caps to their respective positions. Position the lower thrust washer halves on either side of the center main bearing cap.5. The main bearing caps are numbered 1 through 5, beginning at the front of the block. Each cap is also marked with a serial number which is also stamped on the cylinder block bottom face. They all should read the same way.6. Install and tighten the main bearing bolts and tighten to a torque of 247 N m (180 lb ft).Use the 1Y7426 Piston Ring Compressor to remove or install piston rings.7. Put a liberal amount of clean engine oil in the bore of each cylinder and on the pistons before they are installed.8. Install the piston and connecting rod assemblies using the piston ring compressor as a guide. Be sure the piston and rod number are the same as for the cylinder bore each is installed in. The rod identification number must be opposite the camshaft. The word "Front" or arrow marked on the piston crown must be toward the front of the engine. If the piston crown is not marked, put the offset (narrowest distance between hole and edge of piston) of the piston toward the fuel injection pump side of the block.The connecting rod bearings must fit tightly in the bore of the rod. If bearing joints or backs are worn (fretted), check for bore size as this is an indication of wear because of looseness. Install the bearing cap with the numbers on the same side of the rod and cap.9. Install the connecting rod bolts so the flat on the bolt head is against the shoulder of the rod. Install new rod nuts. Tighten rod nuts to the torque that follows: Cadmium plated nuts silver color) ... 100 N m (75 lb ft)Phosphated nuts
Have questions with 101603-2252?
Group cross 101603-2252 ZEXEL
Hino
Hino
Hino
Hino
101603-2252
9 400 610 640
220009060B
INJECTION-PUMP ASSEMBLY
H07D
H07D