Information injection-pump assembly
BOSCH
9 400 613 890
9400613890
ZEXEL
101402-4100
1014024100
ISUZU
8970208820
8970208820

Rating:
Service parts 101402-4100 INJECTION-PUMP ASSEMBLY:
1.
_
5.
AUTOM. ADVANCE MECHANIS
6.
COUPLING PLATE
8.
_
9.
_
11.
Nozzle and Holder
1-15300-105-2
12.
Open Pre:MPa(Kqf/cm2)
18.1{185}

15.
NOZZLE SET
Cross reference number
BOSCH
9 400 613 890
9400613890
ZEXEL
101402-4100
1014024100
ISUZU
8970208820
8970208820
Zexel num
Bosch num
Firm num
Name
9 400 613 890
8970208820 ISUZU
INJECTION-PUMP ASSEMBLY
4BD1-PTY * K 14BC PE4A,5A, PE
4BD1-PTY * K 14BC PE4A,5A, PE
Calibration Data:
Adjustment conditions
Test oil
1404 Test oil ISO4113 or {SAEJ967d}
1404 Test oil ISO4113 or {SAEJ967d}
Test oil temperature
degC
40
40
45
Nozzle and nozzle holder
105780-8140
Bosch type code
EF8511/9A
Nozzle
105780-0000
Bosch type code
DN12SD12T
Nozzle holder
105780-2080
Bosch type code
EF8511/9
Opening pressure
MPa
17.2
Opening pressure
kgf/cm2
175
Injection pipe
Outer diameter - inner diameter - length (mm) mm 6-2-600
Outer diameter - inner diameter - length (mm) mm 6-2-600
Tester oil delivery pressure
kPa
157
157
157
Tester oil delivery pressure
kgf/cm2
1.6
1.6
1.6
Direction of rotation (viewed from drive side)
Right R
Right R
Injection timing adjustment
Direction of rotation (viewed from drive side)
Right R
Right R
Injection order
1-3-4-2
Pre-stroke
mm
3.4
3.35
3.45
Beginning of injection position
Drive side NO.1
Drive side NO.1
Difference between angles 1
Cal 1-3 deg. 90 89.5 90.5
Cal 1-3 deg. 90 89.5 90.5
Difference between angles 2
Cal 1-4 deg. 180 179.5 180.5
Cal 1-4 deg. 180 179.5 180.5
Difference between angles 3
Cyl.1-2 deg. 270 269.5 270.5
Cyl.1-2 deg. 270 269.5 270.5
Injection quantity adjustment
Adjusting point
A
Rack position
8.7
Pump speed
r/min
1125
1125
1125
Average injection quantity
mm3/st.
53.1
51.6
54.6
Max. variation between cylinders
%
0
-2
2
Basic
*
Fixing the rack
*
Injection quantity adjustment_02
Adjusting point
B
Rack position
6.6+-0.5
Pump speed
r/min
400
400
400
Average injection quantity
mm3/st.
8
6.6
9.4
Max. variation between cylinders
%
0
-14
14
Fixing the rack
*
Test data Ex:
Governor adjustment
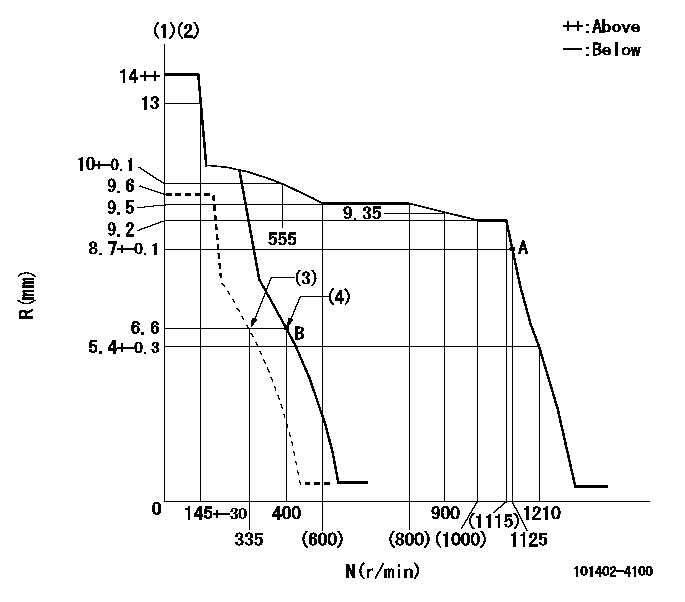
N:Pump speed
R:Rack position (mm)
(1)Target notch: K
(2)Tolerance for racks not indicated: +-0.05mm.
(3)Set idle sub-spring
(4)Main spring setting
----------
K=7
----------
----------
K=7
----------
Speed control lever angle
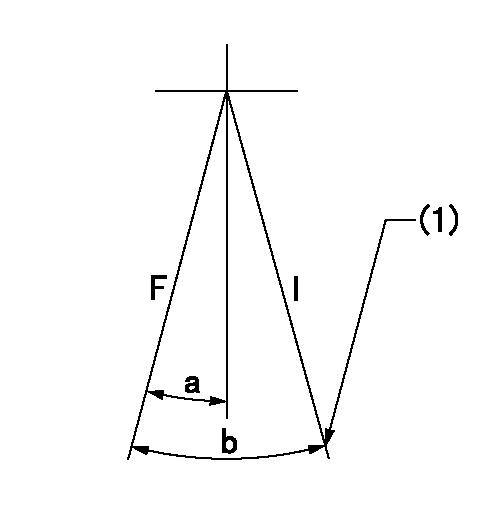
F:Full speed
I:Idle
(1)Stopper bolt setting
----------
----------
a=4deg+-5deg b=20deg+-5deg
----------
----------
a=4deg+-5deg b=20deg+-5deg
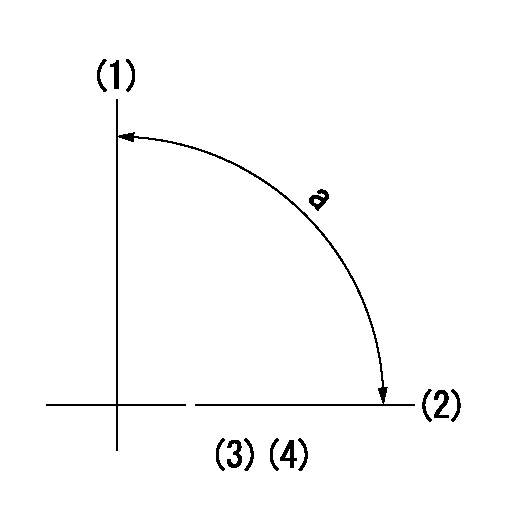
Stop lever angle

N:Pump normal
S:Stop the pump.
(1)Normal
----------
----------
a=19deg+-5deg b=53deg+-5deg
----------
----------
a=19deg+-5deg b=53deg+-5deg
Timing setting
(1)Pump vertical direction
(2)Position of gear mark 'CC' at No 1 cylinder's beginning of injection
(3)-
(4)-
----------
----------
a=(90deg)
----------
----------
a=(90deg)
Information:
start by:a) remove turbocharger 1. Put a mark at the location of the cartridge with respect to turbine housing (1) and compressor housing (3).2. Loosen clamps (2) and make a separation of the housings from the cartridge.
When the nut is loosened, do not put a side force on the shaft.
3. Put cartridge (5) in tooling (A) and remove nut (4). 4. Use a press to push shaft (7) out of compressor wheel (6) and the cartridge. 5. Remove seal ring (8) and shroud (9) from the shaft. 6. Remove sleeve (10) from the backplate. 7. Remove two seal rings (11) from the sleeve. 8. Bend the locks back and remove bolts (12) and backplate (13) from the cartridge. 9. Remove collar (14) and ring (15) from the cartridge. 10. Remove bearing (16) from the cartridge. 11. Remove sleeve (17) from the cartridge. 12. Remove washer (18) from the cartridge. 13. Remove snap ring (19) from the cartridge with tooling (B). 14. Use tool (B) to remove snap ring (20) and sleeve (21). 15. Remove washer (22) from the cartridge.16. Remove snap ring (23) with tool (B).Assemble Turbocharger (Airesearch TV8103)
1. Clean all parts thoroughly before the turbocharger is assembled. Put clean engine oil on all parts. 2. Install lower snap ring (2) with tool (A).3. Install washer (1) in the cartridge. 4. Put sleeve (4) in position and install snap ring (3) with tool (A). 5. Install snap ring (5) with tool (A). 6. Put the washer in position and install sleeve (6). 7. Put bearing (7) in position on the cartridge. Make an alignment of the dowels with the holes in the bearing. 8. Put seal (8) in position on the cartridge.9. Install collar (9) with large diameter up. 10. Put backplate (10) in position and install bolts (13) and the locks. Tighten bolts (13) to a torque of 90 10 lb.in. (10.2 1.1 N m). 11. Put seals (11) in position on the spacer. 12. Put spacer (12) in position with the small flat up. 13. Put shaft assembly (14) in position in tooling (B).14. Put 6V2055 High Vacuum Grease in groove and on seal (16). Install the seal.15. Install shroud (15). 16. Put cartridge assembly (18) in position on the shaft assembly.17. Put a small amount of oil on the threads of the shaft and on face of the compressor wheel under the nut.
Do not put a side force on the shaft when the nut is tightened.
18. Install compressor wheel (17) and the nut. Tighten the nut to a torque of 120 lb. in. (14 N m) to make a seat for the impeller against the spacer. 19. Loosen nut (19) and tighten it to a torque of 30 lb. in. (3 N m) plus 90°. 20. Check end play with tooling (C) as shown. See SPECIFICATIONS for the correct end play dimension. 21. Put the cartridge and clamps (20) in position on compressor housing (22). Install turbine housing (21) on the cartridge. 22.
When the nut is loosened, do not put a side force on the shaft.
3. Put cartridge (5) in tooling (A) and remove nut (4). 4. Use a press to push shaft (7) out of compressor wheel (6) and the cartridge. 5. Remove seal ring (8) and shroud (9) from the shaft. 6. Remove sleeve (10) from the backplate. 7. Remove two seal rings (11) from the sleeve. 8. Bend the locks back and remove bolts (12) and backplate (13) from the cartridge. 9. Remove collar (14) and ring (15) from the cartridge. 10. Remove bearing (16) from the cartridge. 11. Remove sleeve (17) from the cartridge. 12. Remove washer (18) from the cartridge. 13. Remove snap ring (19) from the cartridge with tooling (B). 14. Use tool (B) to remove snap ring (20) and sleeve (21). 15. Remove washer (22) from the cartridge.16. Remove snap ring (23) with tool (B).Assemble Turbocharger (Airesearch TV8103)
1. Clean all parts thoroughly before the turbocharger is assembled. Put clean engine oil on all parts. 2. Install lower snap ring (2) with tool (A).3. Install washer (1) in the cartridge. 4. Put sleeve (4) in position and install snap ring (3) with tool (A). 5. Install snap ring (5) with tool (A). 6. Put the washer in position and install sleeve (6). 7. Put bearing (7) in position on the cartridge. Make an alignment of the dowels with the holes in the bearing. 8. Put seal (8) in position on the cartridge.9. Install collar (9) with large diameter up. 10. Put backplate (10) in position and install bolts (13) and the locks. Tighten bolts (13) to a torque of 90 10 lb.in. (10.2 1.1 N m). 11. Put seals (11) in position on the spacer. 12. Put spacer (12) in position with the small flat up. 13. Put shaft assembly (14) in position in tooling (B).14. Put 6V2055 High Vacuum Grease in groove and on seal (16). Install the seal.15. Install shroud (15). 16. Put cartridge assembly (18) in position on the shaft assembly.17. Put a small amount of oil on the threads of the shaft and on face of the compressor wheel under the nut.
Do not put a side force on the shaft when the nut is tightened.
18. Install compressor wheel (17) and the nut. Tighten the nut to a torque of 120 lb. in. (14 N m) to make a seat for the impeller against the spacer. 19. Loosen nut (19) and tighten it to a torque of 30 lb. in. (3 N m) plus 90°. 20. Check end play with tooling (C) as shown. See SPECIFICATIONS for the correct end play dimension. 21. Put the cartridge and clamps (20) in position on compressor housing (22). Install turbine housing (21) on the cartridge. 22.