Information injection-pump assembly
ZEXEL
101401-4790
1014014790
NISSAN
1670089TA2
1670089ta2

Rating:
Service parts 101401-4790 INJECTION-PUMP ASSEMBLY:
1.
_
6.
COUPLING PLATE
7.
COUPLING PLATE
8.
_
9.
_
11.
Nozzle and Holder
8-97119-811-0
12.
Open Pre:MPa(Kqf/cm2)
18.1{185}

15.
NOZZLE SET
Cross reference number
ZEXEL
101401-4790
1014014790
NISSAN
1670089TA2
1670089ta2
Zexel num
Bosch num
Firm num
Name
Calibration Data:
Adjustment conditions
Test oil
1404 Test oil ISO4113 or {SAEJ967d}
1404 Test oil ISO4113 or {SAEJ967d}
Test oil temperature
degC
40
40
45
Nozzle and nozzle holder
105780-8140
Bosch type code
EF8511/9A
Nozzle
105780-0000
Bosch type code
DN12SD12T
Nozzle holder
105780-2080
Bosch type code
EF8511/9
Opening pressure
MPa
17.2
Opening pressure
kgf/cm2
175
Injection pipe
Outer diameter - inner diameter - length (mm) mm 6-2-600
Outer diameter - inner diameter - length (mm) mm 6-2-600
Overflow valve
134424-3920
Overflow valve opening pressure
kPa
127
107
147
Overflow valve opening pressure
kgf/cm2
1.3
1.1
1.5
Tester oil delivery pressure
kPa
157
157
157
Tester oil delivery pressure
kgf/cm2
1.6
1.6
1.6
Direction of rotation (viewed from drive side)
Left L
Left L
Injection timing adjustment
Direction of rotation (viewed from drive side)
Left L
Left L
Injection order
1-3-4-2
Pre-stroke
mm
4.1
4.05
4.15
Rack position
Point B R=B
Point B R=B
Beginning of injection position
Governor side NO.1
Governor side NO.1
Difference between angles 1
Cal 1-3 deg. 90 89.5 90.5
Cal 1-3 deg. 90 89.5 90.5
Difference between angles 2
Cal 1-4 deg. 180 179.5 180.5
Cal 1-4 deg. 180 179.5 180.5
Difference between angles 3
Cyl.1-2 deg. 270 269.5 270.5
Cyl.1-2 deg. 270 269.5 270.5
Injection quantity adjustment
Adjusting point
-
Rack position
11.9
Pump speed
r/min
1600
1600
1600
Average injection quantity
mm3/st.
92.5
90.9
94.1
Max. variation between cylinders
%
0
-4
4
Basic
*
Fixing the rack
*
Standard for adjustment of the maximum variation between cylinders
*
Injection quantity adjustment_02
Adjusting point
H
Rack position
9.5+-0.5
Pump speed
r/min
285
285
285
Average injection quantity
mm3/st.
10.5
9.2
11.8
Max. variation between cylinders
%
0
-14
14
Fixing the rack
*
Standard for adjustment of the maximum variation between cylinders
*
Injection quantity adjustment_03
Adjusting point
A
Rack position
R1(11.9)
Pump speed
r/min
1600
1600
1600
Average injection quantity
mm3/st.
92.5
91.5
93.5
Basic
*
Fixing the lever
*
Injection quantity adjustment_04
Adjusting point
B
Rack position
R1-0.5
Pump speed
r/min
960
960
960
Average injection quantity
mm3/st.
74.5
70.5
78.5
Fixing the lever
*
Timer adjustment
Pump speed
r/min
1150--
Advance angle
deg.
0
0
0
Remarks
Start
Start
Timer adjustment_02
Pump speed
r/min
1100
Advance angle
deg.
0.5
Timer adjustment_03
Pump speed
r/min
1600
Advance angle
deg.
6
5.5
6.5
Remarks
Finish
Finish
Test data Ex:
Governor adjustment
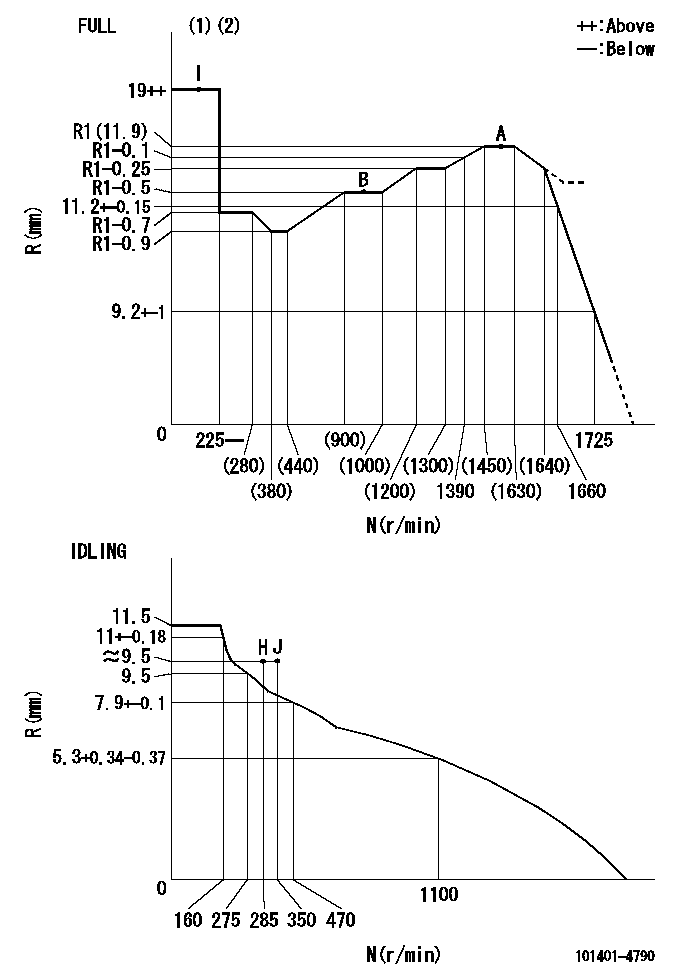
N:Pump speed
R:Rack position (mm)
(1)Torque cam stamping: T1
(2)Tolerance for racks not indicated: +-0.05mm.
----------
T1=K90
----------
----------
T1=K90
----------
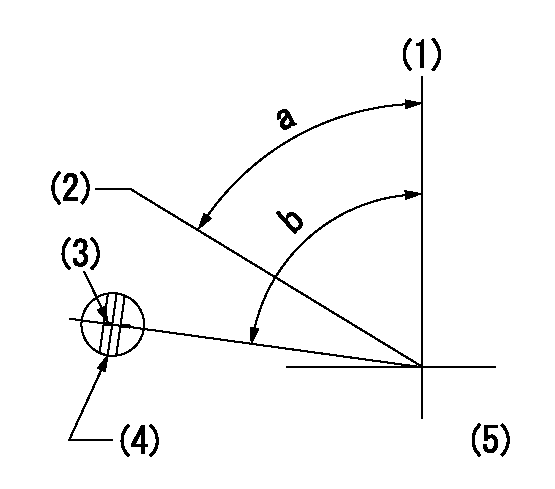
Speed control lever angle
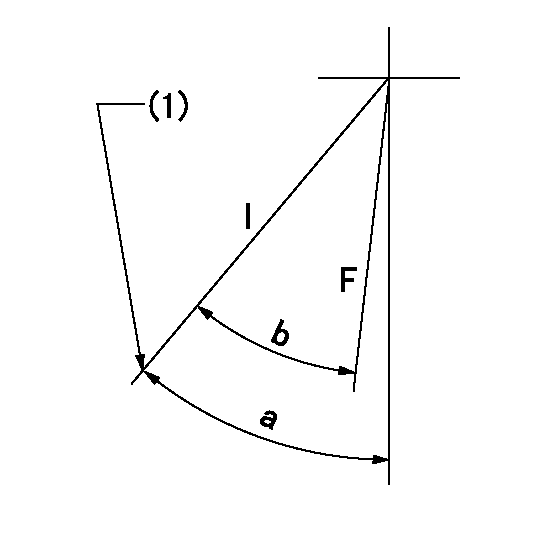
F:Full speed
I:Idle
(1)Stopper bolt set position 'H'
----------
----------
a=43deg+-5deg b=40deg+-3deg
----------
----------
a=43deg+-5deg b=40deg+-3deg
Stop lever angle
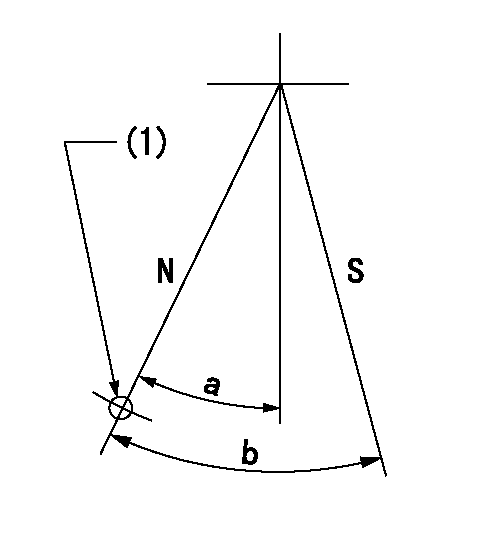
N:Pump normal
S:Stop the pump.
(1)Use the hole at R = aa
----------
aa=64mm
----------
a=20deg+-5deg b=29deg+-5deg
----------
aa=64mm
----------
a=20deg+-5deg b=29deg+-5deg
0000001501 RACK SENSOR
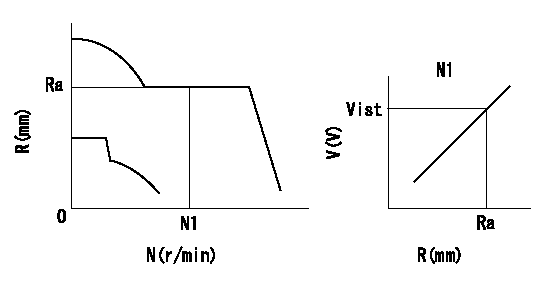
Rack sensor adjustment
1. Flange type rack sensor (rack sensor adjustment -5*20)
(1)These types of rack sensors do not need adjustment. Confirm the performance with the following procedures.
(2)Mount the rack sensor main body to the pump main body.
(3)Fix the pump lever at full.
(4)At supply voltage V1, pump speed N1 and rack position Ra, confirm that the amp's output voltage is Vist.
(5)Move the pump lever two or three times.
(6)Set again to full.
(7)Confirm that the amplifier output voltage is Vist.
(8)Fix the caution plate to the upper part of the rack sensor.
(For those without the caution plate instructions, make sure the nameplate of the rack sensor carries the "Don't hold here" caution.)
(9)Apply red paint to the rack sensor mounting bolts (2 places).
----------
V1=5+-0.01V N1=960r/min Ra=R1(11.9)-0.5mm Vist=2.44+-0.28V
----------
----------
V1=5+-0.01V N1=960r/min Ra=R1(11.9)-0.5mm Vist=2.44+-0.28V
----------
0000001601 FICD
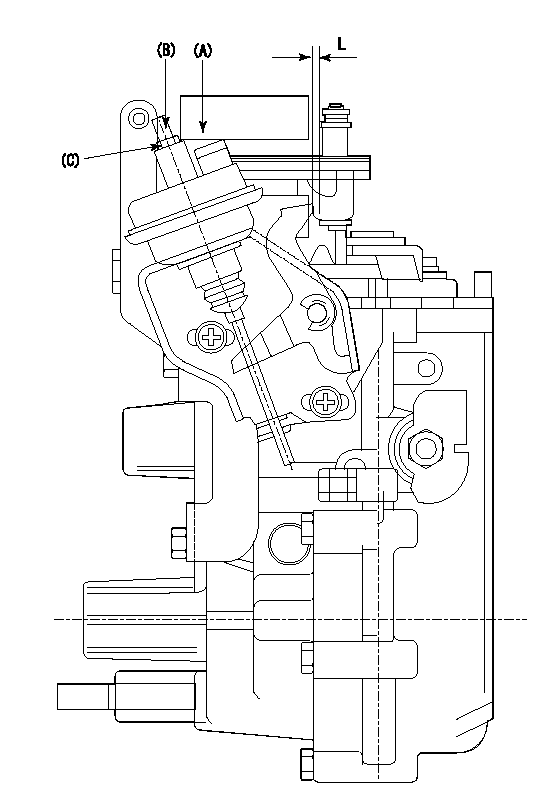
(A) applied negative pressure
(B) Screw
(c) Nut
1. Set the actuator as described below.
(1)Confirm that there is clearance between the actuator lever and the speed lever.
(2)Loosen the nut (C).
(3)Push in the screw (B).
(4)Apply P1 from the actuator (A) part.
(5)Pull out the screw (B) slowly.
(6)Tighten and fix the nut (C) when pump speed is Na and the rack position is Ra.
(7)Torque the nut (C) to T1.
(8)Apply P2 several times.
(9)Confirm that the actuator functions normally.
(10)Confirm that there is a clearance between the actuator lever and the speed lever at that time.
----------
P1=53.3kPa(400mmHg) P2=53.3kPa(400mmHg) Na=400r/min Ra=9.3+-0.1mm T1=1.2~1.6N-m(0.12~0.16kgf-m)
----------
L=(5)mm
----------
P1=53.3kPa(400mmHg) P2=53.3kPa(400mmHg) Na=400r/min Ra=9.3+-0.1mm T1=1.2~1.6N-m(0.12~0.16kgf-m)
----------
L=(5)mm
Timing setting
(1)Pump vertical direction
(2)Position of gear's standard threaded hole at No 1 cylinder's beginning of injection
(3)Stamping position on the A/T outer rim
(4)At the No 1 cylinder's beginning of injection, align with the aligning mark seen through the bracket's check hole and mark the A/T's bevel C1.
(5)B.T.D.C.: aa
----------
aa=7deg
----------
a=(60deg) b=(85deg)
----------
aa=7deg
----------
a=(60deg) b=(85deg)
Information:
Insert the special tool, Piston Ring Inserter to the turbine wheel and install the piston ring.(4) Installation of turbine wheel assembly Install using care not to damage the piston ring. After installation, turn the turbine wheel manually to check that it turns smoothly. If not, disassemble and reassemble again.(5) Installation of compressor wheel (a) Holding the center housing and turbine wheel shaft with fingers, insert slowly into the special tool, Holding Fixture. 1. When inserting, use care not to damage the turbine wheel assembly blades.2. Do not release the shaft before insertion as otherwise the turbine wheel assembly will drop. (b) After tightening the lock nut to specified torque, tighten additionally 110° using special tool, T-handle. Use care not to bend the shaft of turbine wheel assembly.(6) Installation of turbine housing Apply MOLYKOTE to the turbine housing attaching bolt threads and tighten temporarily. Then align match marks and tighten to specified torque. Use care not to damage the turbine wheel assembly blades.(7) Inspection of shaft play [Refer to Item (1) and (2), Section 5.3.1.](8) Installation of compressor housing (a) Lay the compressor housing on the back plate and face the compressor housing downward.(b) Align match marks put at time of disassembly and tighten to specified torque.(9) After assembly, turn the turbine wheel and compressor wheel manually to check that they turn smoothly. If they turn heavily or irregularly, disassemble and check causes.5.4 TD07 Turbocharger
Disassembly
Disassembly Procedure(1) Removal of turbine housing If the turbine housing is hard to remove, tap the turbine housing on its periphery using a plastic hammer or similar tool. The turbine wheel blades are easy to bend. Use care not to damage them.(2) Removal of compressor cover Using a plastic hammer or the similar tool, tap the compressor cover on its periphery and remove. Be careful not to hit the compressor wheel against compressor cover as its blades are easy to bend.(3) Removal of compressor wheel (a) Fit the bearing housing into the turbine housing which is clamped in a vise. (b) Hold the boss on the turbine wheel and remove the lock nut that attaches the compressor wheel. (c) Slowly lift up the compressor wheel to remove it.(4) Removal of insert (a) Remove the snap ring holding the insert into the bearing housing. Retain the snap ring by hand to prevent it from springing out when slipping off the snap ring pliers. (b) Hook the tips of the screwdrivers to the insert at the positions shown in the illustration, then carefully pry up the insert and thrust sleeve as a unit to remove them.Inspection and cleaning
Inspection Procedure(1) Cleaning (a) Immerse disassembled parts in a nonflammable solvent (Daido Kagaku Kogyo's Dai Cleaner T-30 or equivalent) to clean oily contamination. When a commercially-available neutral detergent is used for cleaning, make sure that it does not contain corrosive component. (b) Blow compressed air against the entire internal and external surfaces. (c) Using a plastic scraper or bristle brush, remove deposits from the surfaces. Then, dip parts in the
Disassembly
Disassembly Procedure(1) Removal of turbine housing If the turbine housing is hard to remove, tap the turbine housing on its periphery using a plastic hammer or similar tool. The turbine wheel blades are easy to bend. Use care not to damage them.(2) Removal of compressor cover Using a plastic hammer or the similar tool, tap the compressor cover on its periphery and remove. Be careful not to hit the compressor wheel against compressor cover as its blades are easy to bend.(3) Removal of compressor wheel (a) Fit the bearing housing into the turbine housing which is clamped in a vise. (b) Hold the boss on the turbine wheel and remove the lock nut that attaches the compressor wheel. (c) Slowly lift up the compressor wheel to remove it.(4) Removal of insert (a) Remove the snap ring holding the insert into the bearing housing. Retain the snap ring by hand to prevent it from springing out when slipping off the snap ring pliers. (b) Hook the tips of the screwdrivers to the insert at the positions shown in the illustration, then carefully pry up the insert and thrust sleeve as a unit to remove them.Inspection and cleaning
Inspection Procedure(1) Cleaning (a) Immerse disassembled parts in a nonflammable solvent (Daido Kagaku Kogyo's Dai Cleaner T-30 or equivalent) to clean oily contamination. When a commercially-available neutral detergent is used for cleaning, make sure that it does not contain corrosive component. (b) Blow compressed air against the entire internal and external surfaces. (c) Using a plastic scraper or bristle brush, remove deposits from the surfaces. Then, dip parts in the