Information injection-pump assembly
BOSCH
9 400 613 583
9400613583
ZEXEL
101401-0861
1014010861
ISUZU
8943263431
8943263431
Rating:
Service parts 101401-0861 INJECTION-PUMP ASSEMBLY:
1.
_
6.
COUPLING PLATE
7.
COUPLING PLATE
8.
_
9.
_
11.
Nozzle and Holder
12.
Open Pre:MPa(Kqf/cm2)
21.6(220)
15.
NOZZLE SET
Cross reference number
BOSCH
9 400 613 583
9400613583
ZEXEL
101401-0861
1014010861
ISUZU
8943263431
8943263431
Zexel num
Bosch num
Firm num
Name
101401-0861
9 400 613 583
8943263431 ISUZU
INJECTION-PUMP ASSEMBLY
4BD1 K 14BC INJECTION PUMP ASSY PE4A,5A, PE
4BD1 K 14BC INJECTION PUMP ASSY PE4A,5A, PE
Calibration Data:
Adjustment conditions
Test oil
1404 Test oil ISO4113 or {SAEJ967d}
1404 Test oil ISO4113 or {SAEJ967d}
Test oil temperature
degC
40
40
45
Nozzle and nozzle holder
105780-8140
Bosch type code
EF8511/9A
Nozzle
105780-0000
Bosch type code
DN12SD12T
Nozzle holder
105780-2080
Bosch type code
EF8511/9
Opening pressure
MPa
17.2
Opening pressure
kgf/cm2
175
Injection pipe
Outer diameter - inner diameter - length (mm) mm 6-2-600
Outer diameter - inner diameter - length (mm) mm 6-2-600
Overflow valve
131424-4920
Overflow valve opening pressure
kPa
127
107
147
Overflow valve opening pressure
kgf/cm2
1.3
1.1
1.5
Tester oil delivery pressure
kPa
157
157
157
Tester oil delivery pressure
kgf/cm2
1.6
1.6
1.6
Direction of rotation (viewed from drive side)
Right R
Right R
Injection timing adjustment
Direction of rotation (viewed from drive side)
Right R
Right R
Injection order
1-3-4-2
Pre-stroke
mm
3.6
3.55
3.65
Rack position
After adjusting injection quantity. R=A
After adjusting injection quantity. R=A
Beginning of injection position
Drive side NO.1
Drive side NO.1
Difference between angles 1
Cal 1-3 deg. 90 89.5 90.5
Cal 1-3 deg. 90 89.5 90.5
Difference between angles 2
Cal 1-4 deg. 180 179.5 180.5
Cal 1-4 deg. 180 179.5 180.5
Difference between angles 3
Cyl.1-2 deg. 270 269.5 270.5
Cyl.1-2 deg. 270 269.5 270.5
Injection quantity adjustment
Adjusting point
-
Rack position
11.6
Pump speed
r/min
950
950
950
Average injection quantity
mm3/st.
65.5
63.9
67.1
Max. variation between cylinders
%
0
-4
4
Basic
*
Fixing the rack
*
Standard for adjustment of the maximum variation between cylinders
*
Injection quantity adjustment_02
Adjusting point
H
Rack position
9.5+-0.5
Pump speed
r/min
275
275
275
Average injection quantity
mm3/st.
9.4
8.1
10.7
Max. variation between cylinders
%
0
-14
14
Fixing the rack
*
Standard for adjustment of the maximum variation between cylinders
*
Injection quantity adjustment_03
Adjusting point
A
Rack position
R1(11.6)
Pump speed
r/min
950
950
950
Average injection quantity
mm3/st.
65.5
64.5
66.5
Basic
*
Fixing the lever
*
Injection quantity adjustment_04
Adjusting point
B
Rack position
R1(11.6)
Pump speed
r/min
1600
1600
1600
Average injection quantity
mm3/st.
73.7
70.5
76.9
Fixing the lever
*
Injection quantity adjustment_05
Adjusting point
C
Rack position
R1-0.2
Pump speed
r/min
650
650
650
Average injection quantity
mm3/st.
48.2
45
51.4
Fixing the lever
*
Injection quantity adjustment_06
Adjusting point
I
Rack position
-
Pump speed
r/min
150
150
150
Average injection quantity
mm3/st.
90
90
98
Fixing the lever
*
Rack limit
*
Timer adjustment
Pump speed
r/min
1100--
Advance angle
deg.
0
0
0
Remarks
Start
Start
Timer adjustment_02
Pump speed
r/min
1050
Advance angle
deg.
0.3
Timer adjustment_03
Pump speed
r/min
1600
Advance angle
deg.
5
4
5
Remarks
Finish
Finish
Test data Ex:
Governor adjustment
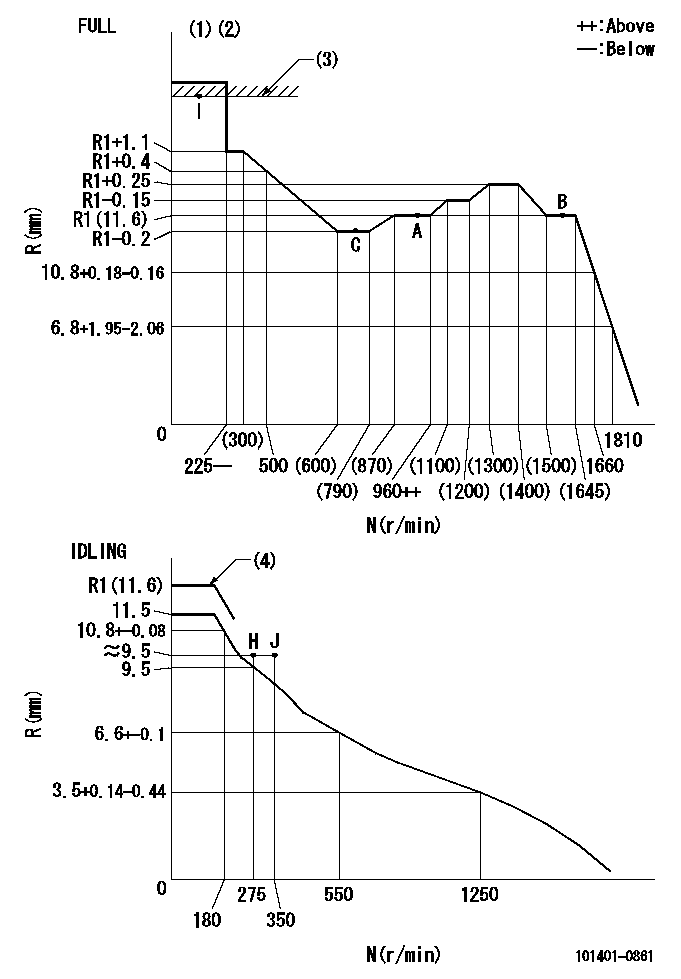
N:Pump speed
R:Rack position (mm)
(1)Torque cam stamping: T1
(2)Tolerance for racks not indicated: +-0.05mm.
(3)RACK LIMIT
(4)At delivery (at R = A, N = N1)
----------
T1=D41 N1=100r/min
----------
----------
T1=D41 N1=100r/min
----------
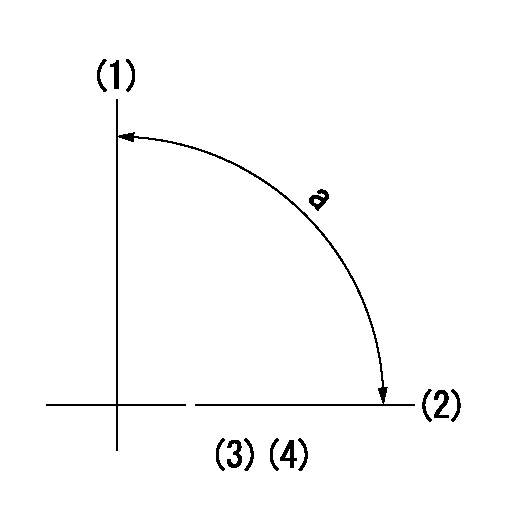
Speed control lever angle
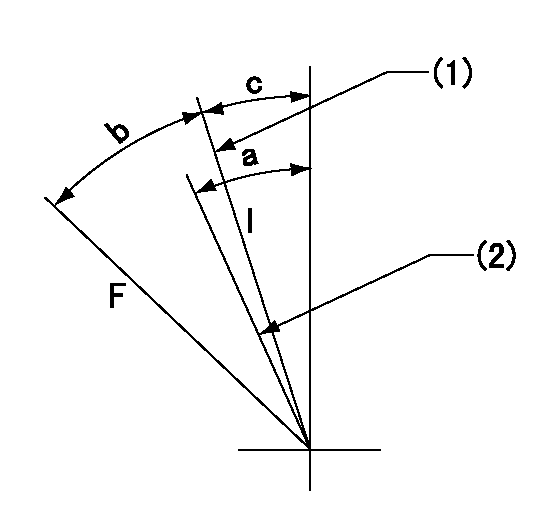
F:Full speed
I:Idle
(1)Stopper bolt set position 'H'
(2)Set the idle side stopper bolt at rack position = aa (at delivery).
----------
aa=R1(11.6)mm
----------
a=(2.5deg) b=43deg+-3deg c=2.5deg+-5deg
----------
aa=R1(11.6)mm
----------
a=(2.5deg) b=43deg+-3deg c=2.5deg+-5deg
Stop lever angle
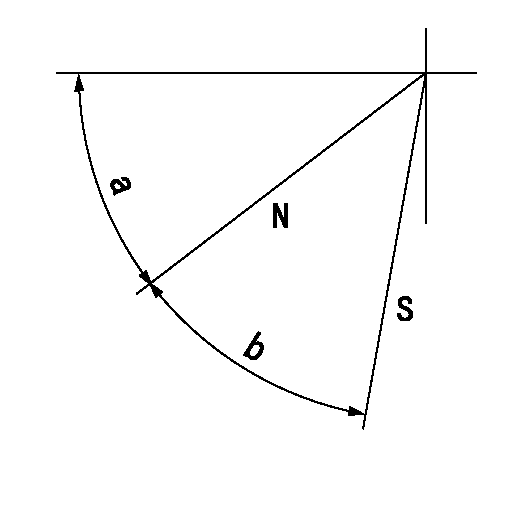
N:Pump normal
S:Stop the pump.
----------
----------
a=45deg+-5deg b=29deg+-5deg
----------
----------
a=45deg+-5deg b=29deg+-5deg
0000001501 ACS
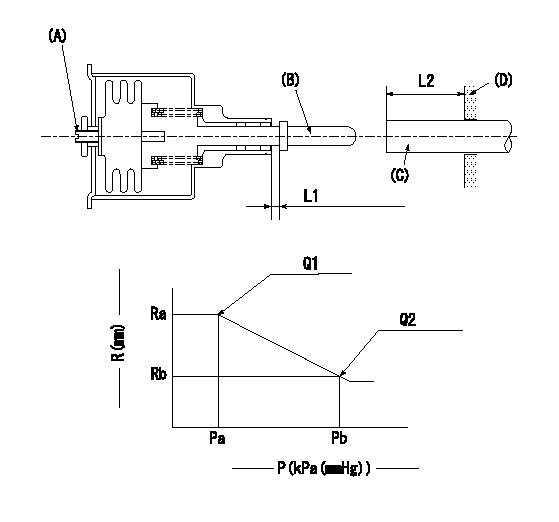
(A) Set screw
(B) Push rod 1
(C) Push rod 2
(D) Cover
1. Aneroid compensator unit adjustment
(1)Select the push rod 2 to obtain L2.
(2)Screw in (A) to obtain L1.
2. Adjustment when mounting the governor.
(1)Set the speed of the pump to N1 r/min and fix the control lever at the full set position.
(2)Screw in the aneroid compensator to obtain the performance shown in the graph above.
(3)As there is hysterisis, measure when the absolute pressure drops.
(4)Hysterisis must not exceed rack position = h1.
----------
N1=950r/min L1=(1.5)mm L2=11+-0.5mm h1=0.15mm
----------
Ra=R1(11.6)mm Rb=(R1-0.1)mm Pa=79.4+-2.7kPa(596+-20mmHg) Pb=70.1+-0.7kPa(526+-5mmHg) Q1=65.5+-1cm3/1000st Q2=64.9+-1.6cm3/1000st
----------
N1=950r/min L1=(1.5)mm L2=11+-0.5mm h1=0.15mm
----------
Ra=R1(11.6)mm Rb=(R1-0.1)mm Pa=79.4+-2.7kPa(596+-20mmHg) Pb=70.1+-0.7kPa(526+-5mmHg) Q1=65.5+-1cm3/1000st Q2=64.9+-1.6cm3/1000st
Timing setting
(1)Pump vertical direction
(2)Position of gear mark 'CC' at No 1 cylinder's beginning of injection
(3)B.T.D.C.: aa
(4)-
----------
aa=15deg
----------
a=(90deg)
----------
aa=15deg
----------
a=(90deg)
Information:
Disassembly and Reassembly of General Parts
Oil seals
When driving oil seals into place, follow the instructions below: Driving Seals into Housing:(a) Place the seal lip correctly. Make sure it is not damaged.(b) Before driving a seal into place, apply a light coat of grease to the periphery of the seal that fits into the housing.(c) Use a driving tool like the one shown in the illustration that is specifically designed for the purpose. The tool can properly guide the lip and hold evenly the top of the seal when it is tapped, so it allows the seal to be driven straight down. Do not use hammers on bare seals as seal will be damaged.
Oil seal driving tool Driving Seals onto Shaft:(a) Coat the seal lip with grease.(b) Use seal guide like the one shown in the illustration when the shaft has steps, splines, threads or keyways.
Oil seal guideO-Rings
Use a guide when it is necessary to move O-rings over steps, splines, threads or keyways to install them. Apply a light coat of grease to O-rings before fitting them.
O-ring guideBearings
(1) When driving bearing into place, be sure to tap the race that is being fitted. (If the inner race is being fitted, tap the inner race. Likewise, if it is the outer race that is being fitted, tap the outer race.)Use fitting tools like the ones in the illustration that are appropriate for inner or outer races.
Bearing fitting tool(2) Bearings are best fitted using a press as shock loads and errors can be minimized.
Fitting bearing using a pressLock Plates
Always bend lock plates properly. The illustration on the right show some of typical lock plates being bent properly and improperly.
Typical lock plates with good and bad bendsSplit Pins and Spring Pins
As a rule, all split pins must be replaced with new ones after each removal. It is also important to bend split pins properly. Spring pins must be driven into place completely.
Oil seals
When driving oil seals into place, follow the instructions below: Driving Seals into Housing:(a) Place the seal lip correctly. Make sure it is not damaged.(b) Before driving a seal into place, apply a light coat of grease to the periphery of the seal that fits into the housing.(c) Use a driving tool like the one shown in the illustration that is specifically designed for the purpose. The tool can properly guide the lip and hold evenly the top of the seal when it is tapped, so it allows the seal to be driven straight down. Do not use hammers on bare seals as seal will be damaged.
Oil seal driving tool Driving Seals onto Shaft:(a) Coat the seal lip with grease.(b) Use seal guide like the one shown in the illustration when the shaft has steps, splines, threads or keyways.
Oil seal guideO-Rings
Use a guide when it is necessary to move O-rings over steps, splines, threads or keyways to install them. Apply a light coat of grease to O-rings before fitting them.
O-ring guideBearings
(1) When driving bearing into place, be sure to tap the race that is being fitted. (If the inner race is being fitted, tap the inner race. Likewise, if it is the outer race that is being fitted, tap the outer race.)Use fitting tools like the ones in the illustration that are appropriate for inner or outer races.
Bearing fitting tool(2) Bearings are best fitted using a press as shock loads and errors can be minimized.
Fitting bearing using a pressLock Plates
Always bend lock plates properly. The illustration on the right show some of typical lock plates being bent properly and improperly.
Typical lock plates with good and bad bendsSplit Pins and Spring Pins
As a rule, all split pins must be replaced with new ones after each removal. It is also important to bend split pins properly. Spring pins must be driven into place completely.
Have questions with 101401-0861?
Group cross 101401-0861 ZEXEL
Isuzu
101401-0861
9 400 613 583
8943263431
INJECTION-PUMP ASSEMBLY
4BD1
4BD1