Information governor shaft
BOSCH
9 461 610 345
9461610345
ZEXEL
146570-0000
1465700000
ISUZU
8942276050
8942276050
Rating:
Include in ###:
Number on scheme 108

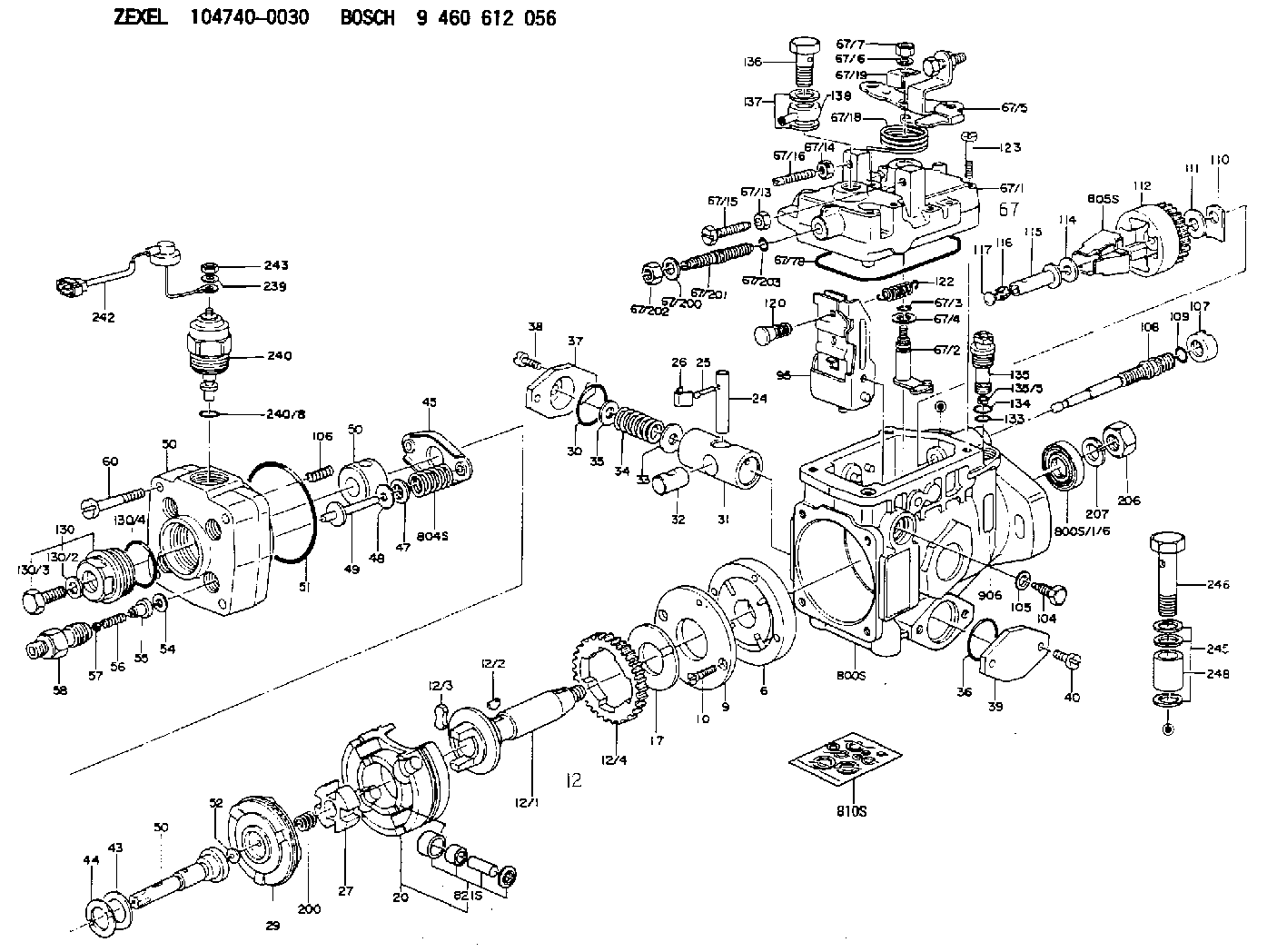
1047400030
as GOVERNOR SHAFT
1047400090
as GOVERNOR SHAFT
L
1047402022
as GOVERNOR SHAFT
1047402030
as GOVERNOR SHAFT
L
1047402031
as GOVERNOR SHAFT
1047403001
as GOVERNOR SHAFT
L
1047403010
as GOVERNOR SHAFT
1047404370
as GOVERNOR SHAFT
L
1047404610
as GOVERNOR SHAFT
1047404692
as GOVERNOR SHAFT
L
1047404760
as GOVERNOR SHAFT
1047409530
as GOVERNOR SHAFT
L
1047414061
as GOVERNOR SHAFT
1047421022
as GOVERNOR SHAFT
L
1047424001
as GOVERNOR SHAFT
1047481190
as GOVERNOR SHAFT
L
1047481670
as GOVERNOR SHAFT
1047491430
as GOVERNOR SHAFT
L
1047492032
as GOVERNOR SHAFT
1047492040
as GOVERNOR SHAFT
L
1047492052
as GOVERNOR SHAFT
1047494030
as GOVERNOR SHAFT
L
1047494050
as GOVERNOR SHAFT
1047494140
as GOVERNOR SHAFT
L
1047496090
as GOVERNOR SHAFT
1047496660
as GOVERNOR SHAFT
L
1047602132
as GOVERNOR SHAFT
1047602230
as GOVERNOR SHAFT
L
1047610000
as GOVERNOR SHAFT
1047610001
as GOVERNOR SHAFT
L
1047610021
as GOVERNOR SHAFT
1047610050
as GOVERNOR SHAFT
L
1047692104
as GOVERNOR SHAFT
Cross reference number
Zexel num
Bosch num
Firm num
Name
146570-0000
9 461 610 345
8942276050 ISUZU
GOVERNOR SHAFT
C 11FV GOVERNOR SHAFT parts(VE) Others
C 11FV GOVERNOR SHAFT parts(VE) Others
146570-0000
9 461 610 345
19210V0700 NISSAN
GOVERNOR SHAFT
C 11FV GOVERNOR SHAFT parts(VE) Others
C 11FV GOVERNOR SHAFT parts(VE) Others
146570-0000
9 461 610 345
19210V0700 NISSAN-DIESEL
GOVERNOR SHAFT
C 11FV GOVERNOR SHAFT parts(VE) Others
C 11FV GOVERNOR SHAFT parts(VE) Others
146570-0000
9 461 610 345
093324222 MAZDA
GOVERNOR SHAFT
C 11FV GOVERNOR SHAFT parts(VE) Others
C 11FV GOVERNOR SHAFT parts(VE) Others
146570-0000
9 461 610 345
093324222A MAZDA
GOVERNOR SHAFT
A C 11FV GOVERNOR SHAFT parts(VE) Others
A C 11FV GOVERNOR SHAFT parts(VE) Others
Information:
FEED ENGAGED
21. Slot. 22. Pin. 23. Knob. To set the feed mechanism into feed on later units, turn lever (A) up (the direction of arrow).
LATER FEED MECHANISM
A. Lever.Place adapter (24) into boring bar and tightening setscrew (25).
ADAPTER INSTALLED
24. 1P2364 Adapter. 25. Setscrew.Apply layout bluing to the bearing cap and bearing bore. Oil the centering rings. Do not use lubricant on the cutter. Use a one-half inch electric drill with universal joint (26) to feed tool through the bore. Service main bearings with .010 in. (0.25 mm) oversize outside diameter are available to permit the bore to be bored oversize. Bore the bore to 3.7175 .0005 in. (94.425 0.013 mm).
BORING BEARING BORE
26. 1P2363 Universal. If you use the later feed mechanism, the tool can be driven from either the boring bar or the feed mechanism.
DRIVING THROUGH FEED MECHANISM (Typical Example)
26. 1P2363 Universal.The bluing applied to the bearing bore indicates the condition of the bore at the corret bore size. If bluing shows an out of round condition, check the largest diameter (indicated by remaining bluing) in relation to the smallest diameter (indicated by lack of bluing). The difference of the two must not exceed .0010 in. (0.025 mm).If bluing indicates a step in the joint face, measure the diameter at the step in relation to the smallest diameter. A step of .0005 in. (0.013 mm) on one or both sides is permissible. A maximum of .0010 in. (0.025 mm) over the nominal finish bore diameter is permissible if within the described limits.To check the bore diameter, set the 1P3535 Dial Bore Gauge to 3.7175 in. (94.425 mm).
CHECKING BORE (Typical Example)Line Boring Main Bearing Bores
Line bore all main bearing bores if bearing caps or saddles are distorted.Clean bearing caps and saddles. Remove all nicks from pan rail. Plug oil holes in block with grease to prevent chips from entering oil passages.Place 1P2344 Centering Rings (1), with oiler (2) up, at each end of block. If an end bore is distorted, use the next good bore. There must be two good bores for locating centering rings.
CENTERING RINGS IN BLOCK
1. 1P2344 Centering Rings. 2. Oiler.Place original bearing caps (4) over the centering rings (1). Tighten bolts (3) hand tight.
CENTERING RINGS INSTALLED
1. 1P2344 Centering Rings. 3. Bolts (four). 4. Bearing caps.
BORING BAR INSTALLED
1. 1P2344 Centering Rings. 3. Bolts (four). 5. 1P2352 Boring Bar.Oil boring bar (5) and insert it through centering rings (1). Tighten bolts (3) to a minimum of 20 lb. ft. (25 N m) and a maximum of 50 lb. ft. (70 N m) while spinning bearing bar (5) to check for binding. Centering rings (1) must be seated in boring saddles after tightening.Slide boring bar (5) out of one end of block and install bearing assemblies (6) on boring bar (5). Slide boring bar (5) back through centering ring. Adjust bearing by tightening bolt (7) until bar begins to bind, then back off until boring bar (5) spins easily.
INSTALLING BEARING ASSEMBLIES
5. 1P2352 Boring Bar. 6. 1P2373 Bearing assembly
Have questions with 146570-0000?
Group cross 146570-0000 ZEXEL
Isuzu
146570-0000
9 461 610 345
8942276050
GOVERNOR SHAFT
Nissan
146570-0000
9 461 610 345
19210V0700
GOVERNOR SHAFT
Nissan-Diesel
146570-0000
9 461 610 345
19210V0700
GOVERNOR SHAFT
Mazda
146570-0000
9 461 610 345
093324222
GOVERNOR SHAFT
146570-0000
9 461 610 345
093324222A
GOVERNOR SHAFT