Information autom. advance mechanism
BOSCH
9 420 616 530
9420616530
ZEXEL
105621-0340
1056210340
YANMAR
12281054502
12281054502
Rating:
Scheme ###:
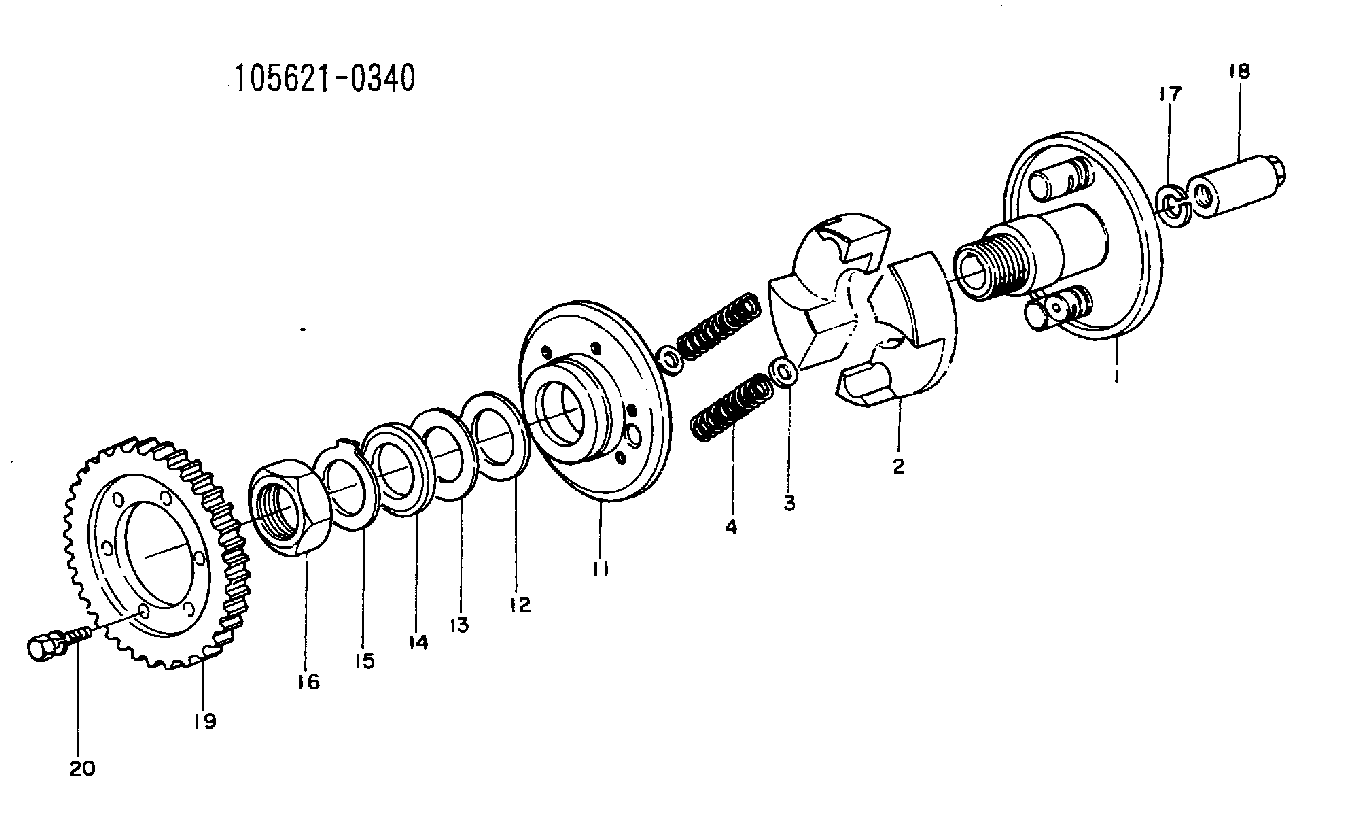
| 1. | [1] | 156206-1320 | FLYWEIGHT ASSEMBLY |
| 2. | [2] | 156205-8200 | FLYWEIGHT |
| 3/1. | [0] | 029310-7010 | SHIM D14.5&7T0.1 |
| 3/1. | [0] | 029310-7020 | SHIM D14.5&7T0.3 |
| 3/1. | [0] | 029310-7030 | SHIM D14.5&7T0.5 |
| 3/1. | [0] | 029310-7040 | SHIM D14.5&7T0.2 |
| 3/1. | [0] | 029310-7050 | SHIM D14.5&7T0.6 |
| 3/1. | [0] | 029310-7060 | SHIM D14.5&7T1.0 |
| 3/1. | [0] | 139440-0600 | SHIM D14.5&7.0T0.40 |
| 3/1. | [0] | 139440-0700 | SHIM D14.5&7.0T0.70 |
| 3/1. | [0] | 139440-0800 | SHIM D14.5&7.0T0.80 |
| 3/1. | [0] | 139440-0900 | SHIM D14.5&7.0T0.90 |
| 4. | [2] | 156203-3200 | COMPRESSION SPRING |
| 11. | [1] | 156201-1720 | FLANGE BUSHING |
| 12. | [1] | 156209-0400 | PLAIN WASHER |
| 13/1. | [0] | 156215-0000 | SHIM D38&31.5T0.12 |
| 13/1. | [0] | 156215-0100 | SHIM D38&31.5T0.14 |
| 13/1. | [0] | 156215-0200 | SHIM D38&31.5T0.16 |
| 13/1. | [0] | 156215-0300 | SHIM D38&31.5T0.18 |
| 13/1. | [0] | 156215-0400 | SHIM D38&31.5T0.5 |
| 13/1. | [0] | 156215-0500 | SHIM D38&31.5T0.2 |
| 13/1. | [0] | 156215-0600 | SHIM D38&31.5T0.3 |
| 13/1. | [0] | 156215-0700 | SHIM D38&31.5T0.1 |
| 13/1. | [0] | 156215-0800 | SHIM D38&31.5T0.25 |
| 13/1. | [0] | 156215-0900 | SHIM D38&31.5T0.4 |
| 14. | [1] | 156214-0000 | PLAIN WASHER |
| 15. | [1] | 156210-0100 | LOCKING LEVER |
| 16. | [1] | 029202-8010 | UNION NUT |
| 17. | [1] | 023641-2410 | LOCKING WASHER |
| 18. | [1] | 131325-0500 | UNION NUT |
| 20. | [6] | 139006-4300 | BLEEDER SCREW |
Include in #1:
101491-9000
as AUTOM. ADVANCE MECHANIS
Cross reference number
Zexel num
Bosch num
Firm num
Name
12281054502 YANMAR
AUTOM. ADVANCE MECHANISM
* K
* K
Information:
(4) VOP (Valve Opening Pressure) Test A. Open the gauge protector valve [0-34500 kPa (0-5000 psi) gauge].B. Increase the pressure until test oil flows from the nozzle tip.C. Write down the VOP. (5) Pressure Loss Test A. Increase the pressure to 690 kPa (100 psi) less than the VOP.B. Close the pump isolator valve (6).C. Use the gauge protector valve (3), [0-34500 kPa (0-5000 psi) gauge] to adjust pressure to 690 kPa (100 psi) less than the VOP.D. After 30 seconds, write down the pressure loss. (6) Adjustment of Valve Opening Pressure If spray characteristics are satisfactory, adjust the valve unseating pressure: Use 7B2591 Cap Wrench (7) to remove the cap. Remove lift screw locknut (8) and loosen lift adjustment screw (9) approximately three turns, so it does not interfere with the pressure adjustment. Loosen pressure adjustment locknut (10).E. Install the nozzle on the 5P4150 Nozzle Tester. F. Use 7B2601 Wrench (11) and adjust the VOP. G. Remove the valve from the nozzle tester and put it in a vise. Install lift adjustment screw locknut (8).H. Use the 6B1655 Wrench to turn lift adjusting screw (9) down lightly against the stem of the fuel valve spring.I. Clamp the needle lift adjustment fixture to the fuel valve body.J. Use a thickness gauge and adjust screw (12) until there is a clearance of 0.43 (.017") between screw (12) and lift adjustment screw (9).K. Hold screw (12) in position with clamping screw (13).L. Remove the thickness gauge and loosen lift adjustment screw (9) until there is 0.3 (.010") clearance between screw (9) and screw (12), after lift screw locknut (8) is tightened with the 7B2587 Wrench. The correct needle lift setting for all valves is 0.177 (.007").Cleaning Needle, Nozzle And Nozzle End Of Flat Seat Valves (Except 1P1795 Master Valves)
(1) Remove cap (1), bonnet (2) or unseating pressure adjusting screw, spring retainer, spring (3) and spring stem (4). Put the correct needle extracting tool (5) through the valve body and tighten over the end of the needle. If the needle is tight, install a new valve service group, or disassemble and clean the valve according to the procedure that follows. (2) If a fuel valve has a chip of scale, metal or foreign material on the seat, this will prevent the needle, from seating on the spray valve nozzle end, and cause the inner surface of the nozzle end and the needle end to become coated with carbon. Put carbon scraper (6) in the needle extracting tool and insert it into the nozzle bore and against the nozzle end; carefully turn the tool one revolution, with a slight pressure to remove the carbon. The cutting surface of scraper (6) has been lapped as perfectly flat and square with the center line of the tool as possible. Unless it remains so, it cannot effectively remove carbon. Handle this tool with care. Two scrapers are provided, so if one becomes marred, the second can be used while another is being obtained.
(1) Remove cap (1), bonnet (2) or unseating pressure adjusting screw, spring retainer, spring (3) and spring stem (4). Put the correct needle extracting tool (5) through the valve body and tighten over the end of the needle. If the needle is tight, install a new valve service group, or disassemble and clean the valve according to the procedure that follows. (2) If a fuel valve has a chip of scale, metal or foreign material on the seat, this will prevent the needle, from seating on the spray valve nozzle end, and cause the inner surface of the nozzle end and the needle end to become coated with carbon. Put carbon scraper (6) in the needle extracting tool and insert it into the nozzle bore and against the nozzle end; carefully turn the tool one revolution, with a slight pressure to remove the carbon. The cutting surface of scraper (6) has been lapped as perfectly flat and square with the center line of the tool as possible. Unless it remains so, it cannot effectively remove carbon. Handle this tool with care. Two scrapers are provided, so if one becomes marred, the second can be used while another is being obtained.